
Martin Engineering
Konveyör sistemleri; madencilik, kömür ve cevher işlemenin yanı sıra agrega ve çimento imalatı da dahil olmak üzere çok çeşitli dökme malzeme işleme faaliyetlerinin can damarıdır. Günümüzün modern sistemlerinde, her zamankinden daha yüksek hacimlere varan yüklerin daha yüksek hızlarda taşınması beklenmektedir. Dökme yüklerin, kaçak malzemeyi en aza indirerek güvenli, uygun ve güvenilir şekilde taşınmasına yönelik kullanıcı beklentileri artarken, konveyör özelliklerinin belirlenmesi ve konveyör tasarımı süreçlerindeki geleneksel uygulamalar, bu beklentileri karşılayamaz hale gelmiştir.
Bantlı konveyörler; aşırı yükleme, aşırı kullanım veya bakımsız bırakma yoluyla hor kullanılmaktadır. Kimi zaman bu hataların üçü birden yapılmaktadır. Esasında tasarımcılar ve imalatçılar, her türlü olumsuz koşul altında çalışmaya devam eden çok sağlam sistemler sunma konusunda o kadar iyi iş çıkarmıştır ki konveyörler, yüzlerce farklı bileşenin özenle bir araya getirilmesiyle tasarlanan sistemler yerine, seri üretilip kiloyla satın alınabilen mallar gibi görülmeye başlamıştır.
Bu bakış açısından yola çıkan birçok işletme sahibi, konveyörleri yalnızca dökme yükleri A Noktasından B noktasına belirlenen hızla taşıyan son derece basit ekipmanlar olarak görür. Gerçekteyse konveyörler, temel proseslerin neredeyse tamamıyla etkileşime giren karmaşık sistemlerdir. Dolayısıyla tasarım ve özellik belirleme aşamalarında kestirme yollara başvurulmasının güvenlik, üretim verimi ve çevre üzerindeki etkileri son derece büyük ve yaygın olmaktadır. Bu koşullarda daha düşük risk, daha iyi sürdürülebilirlik ve daha düşük ömür çevrimi maliyetleri sağlamaya yönelik tasarımları içeren trendler ön plana çıkmakta ve tasarımla ilgili kararlar, konveyör sisteminin ilk kullanılmaya başladığı dönemdeki performansının yanı sıra gelecekteki performansını da etkilemektedir.
Ne yazık ki ömür çevrimi maliyetlerini dikkate almak yerine en düşük fiyatlı ürünü satın almak standart uygulama haline gelmiştir. Ancak son derece kusurlu olan bu uygulama, genellikle sermaye giderleri içinde gerekli tasarım öğeleri için ayrılmış fonun işletme bütçesine aktarılmasına neden olmaktadır. Bu bütçe değişiklikleri, ilk maliyeti düşük olan tasarımın bakım maliyetinin yüksek olmasından, değişen ihtiyaçlara ya da koşullara göre tadilat gerekliliklerinin ortaya çıkmasından veya orijinal ekipmandaki eksikliklerin giderilmesi için gereken fonun aslında hiçbir zaman ayrılmamış olmasından ileri gelmektedir.
Konveyör özelliklerinin uygun şekilde belirlenmemesi, tasarımların yalnızca fiyat hedeflerini karşılamaya yönelik geliştirilmesi ve hasıraltı edilen finansman usulsüzlükleri gibi faktörlerin tamamı, çok sayıda soruna katkıda bulunur. Bu sorunlar, konveyörün kullanım ömrü boyunca sürebilen verim düşüklüğüne, kazalara, kirliliğe ve hukuki süreçlere bağlı yüksek maliyetler doğurur. Uzmanlar tarafından düzenlenen on maddelik listede, bir konveyörün güvenliğini, temizliğini ve verimini zamanla düşürebilecek en yaygın tasarım hataları listelenmiştir. Böylece tesis sahiplerinin ve fabrika yöneticilerinin, karar alırken yalnızca satın alma fiyatına odaklanma tuzağına düşmesinin önlenmesi amaçlanmıştır.
1. Konveyör üretiminde kullanılan malzemelerin özelliklerinin bilinmemesi
Dökme yüklerin tanımlanması için yalnızca yığın yoğunluğunun ve yığın açısının kullanılması, on yıllardır süregelen yaygın bir uygulamadır. Konveyör Ekipmanı İmalatçıları Birliği (CEMA), tüm dökme malzemeleri içeren tabloların hazırlanması doğrultusunda sayısız talep almaktadır. Bu beklenti, dökme malzemelerin tüm türevleri nin bir rehber kitaba sığdırılmasının mümkün olduğu yanılgısından kaynaklanmaktadır ve önemli sorunlar barındıran bir yaklaşımdır.
Dökme malzemeyi iyi tanımamaktan ileri gelen en önemli tehlikelerden biri, en temel koşul olan tonajın yeterince ön planda tutulmamasıdır. Konveyörün temel amacı, bir saatte X ton malzemeyi bir yerden başka bir yere taşımaktır. Bu hedefe etkili şekilde ulaşılmazsa diğer tüm koşullar ikinci planda kalır. CEMA 550: Dökme Yüklerin Özellikleri standardında, kömür için ~ 600 ile 980 kg/m3 arasında değişen sekiz farklı yığın yoğunluğu listelenmiştir. Bu veriler, ortalama yığın yoğunluğunun, şu şekilde büyük ölçüde değişebileceğini göstermektedir: ~790 + 190 kg/m3. Bu durumda, sistemin ortalama değer üzerinden tasarlanması halinde, saatlik taşınan malzeme bazında +%25 fazla ya da eksik tasarım yapılabilir.
Dahası, listelenen bu sekiz kömür türevinin yığın açısı 27-45° arasında, yani ortalamadan +9° sapabilecek şekilde değişkenlik göstermektedir. Hunilerin veya şutların eğiminin ortalama değere
göre tasarlanması, dökme malzemenin hiç akmamasına ya da şut geometrisi tarafından yeterince kontrol edilemeden serbestçe akmasına neden olabilir.
Belirli bir dökme yükün karakterizasyonu için gereken bir dizi tipik testin maliyeti 30.000 ABD doları civarındayken, sistemde tahmini duruş maliyeti ise dakikada yaklaşık 1000 ABD dolarıdır. Bir konveyör sisteminin kullanım ömrü boyunca, yalnızca bir defalık şut tıkanmasının önlenebilmesi bile test masrafını karşılayabilir.

Telif Hakkı © 2020 Martin Engineering
Konveyör bandı, şut astarı ve dökme malzeme arasındaki etkileşim, Bir kuru aşınma test cihazında, 3 cisimli aşınma tekniğiyle ölçülüyor.
Gelecekteki işletim maliyetlerini düşürme bakımından kritik olan diğer birçok değer için benzer argümanlar sunulabilir. Örneğin teklif isteklerinde, topak boyutu ve ince tane yüzdesi genellikle yanlış beyan edilir ve bunun sonucunda sözleşme performansıyla ilgili anlaşmazlıklar ortaya çıkabilir.
Öneri
: Taşınacak fiili dökme yükten aldığınız numuneleri, beklenen nem içeriği ve sıkıştırma basıncı aralıklarının tamamında test edin ve konveyör sistemini tasarlamak için bu testlerden elde edilen verileri kullanın.
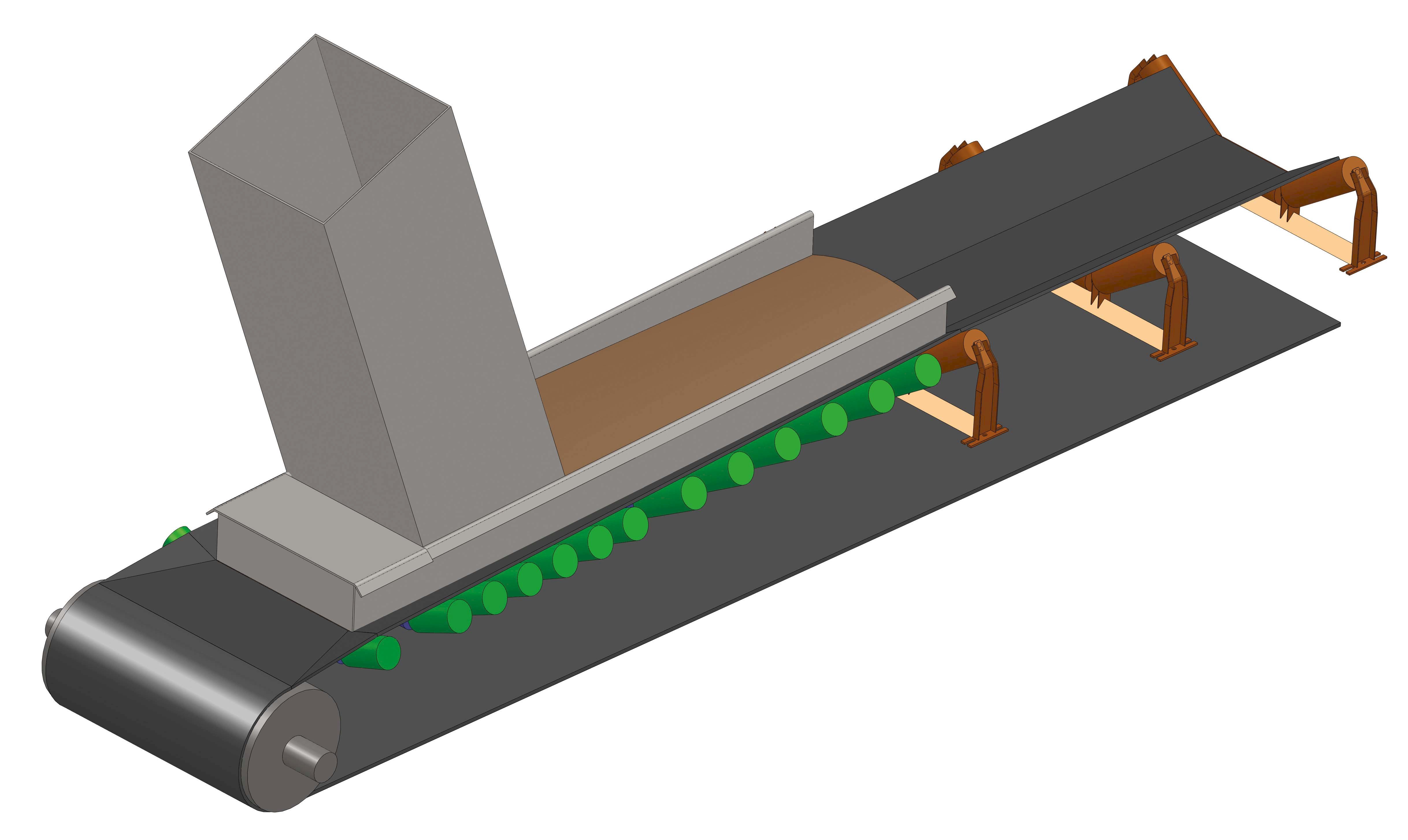
2. Geçiş Sırasında Yükleme Yapma
Bandın düzden olukluya geçtiği yerde yükleme yaparak konveyörün toplam uzunluğundan tasarruf etmek, fiyat hedeflerine ulaşmak için yaygın olarak başvurulan pratik bir uygulamadır. Fiyat hedeflerini karşılamak amacıyla konveyörü kısaltmak için başvurulan diğer bir yaklaşımsa yarım oluk geçişi olarak adlandırılan bir tasarım tekniğidir. Geçişte yükleme ve yarım oluk geçişi uygulamalarının bir arada kullanılması halinde, bant aşınması, şut aşınması ve döküntü miktarı artabilmektedir.
Telif Hakkı © 2020 Martin Engineering
Geçiş bölgesi, düz bandın oluklu hale geldiği bölgedir.
Hem yükleme hem de tahliye bölgelerinde konveyör uzunluğunun bir metre veya daha fazla azaltılmasının yanı sıra yaklaşık iki metrelik bant tasarrufunun sağlanması, konveyör başına maliyeti
15.000 ila 20.000 ABD doları seviyesinde aşağı çekebilir. Konveyörü barındıran binanın küçültülmesi sayesinde ek tasarruflar da sağlanabilir.
Ancak maliyet tasarrufuna yönelik bu tedbirlerin de bir bedeli vardır. Geçişte yükleme ve yarım oluk geçişinin tek başına veya bir arada kullanıldığı pek çok tasarımda, çok kısa süre içinde işletim sorunları ortaya çıkar. Öncelikli sorun, döküntü ve toz şeklinde ortaya çıkan kaçak malzeme sorunudur. Düz kuyruk tamburuyla birinci tam oluklu makara arasındaki bant geçiş yüzeyinin yapısı, yükleme değişimleriyle birlikte bant gerginliğinde meydana gelen değişimlerden etkilenen, modellenmesi zor, karmaşık, 3 boyutlu bir yüzeydir. Bu yüzeyin doğru şekilde modellenmesi neredeyse imkansızdır. Bu durumda şutun banda oturtulabilmesi için son boyutlandırma işlemlerinin, maliyeti artıracak şekilde her zaman sahada yapılması gerekir. Prensipte sahada imalatın fabrikada imalata göre 10 kat daha yüksek maliyetli olduğu kabul edilir.
Geçişte yükleme veya yarım oluk geçişi tekniklerinin kullanılması halinde, şutun geçişte banda paralel başlaması ve daha sonra tam oluklu kısımda bandı izleyebilmek için dışbükey bir eğri oluşturması gerekir. Bunun için gerekli bükme işlemi, ince tanelerin sıkıştığı bir nokta yaratarak astarın ve toz lastiğinin aşınmasını kolaylaştırır ve sonuçta bantta sıkışma hasarına yol açar. Astarın karakteristik “yarım ay” biçimli aşınma bölgesi ve yüklemenin en çalkantılı olduğu bölgedeki makaraların üzerinde bulunan yükleme teknesi, büyük miktarda malzeme kaçağına neden olur. Genellikle bu kaçak malzemelerin daha sonra elle temizlenmesi gerekir.
15.000 ile 20.000 ABD doları arasındaki tasarruf, ek temizlik maliyetlerinin ortaya çıkması, daha sık sızdırmazlık ve astar bakımına ihtiyaç duyulması ve bant ömrünün kısalması nedeniyle hızla erir. Özellik belirleme ve tasarım aşamasında, bu gibi tasarım kararlarına bağlı olarak çok sayıda başka tasarım ve bakım sorunu da ortaya çıkar.
Öneri:
Bant tipi ve bant genişliği için önerilen tam oluk geçiş mesafesini kullanın. Yüklemeye birinci tam oluklu makaradan sonra başlayın.
3. En Düşük Tambur Çaplarını Kullanma
Konveyörün ana tamburlarının çapları, genellikle bant ve bant eki ömrünün uzatılması için bant imalatçısı tarafından, bant gerginliği baz alınarak önerilen minimum değere göre seçilir. Bu tambur çaplarının, diğer bileşenlerin doğru şekilde çalışmasına izin vermeyecek kadar küçük olabileceği ihtimali sıkça gözden kaçırılır. Daha küçük tahrik tamburları kullanıldığında, sarım açısını büyütmek ve konveyörü tahrik etmek için gerekli sürtünmeyi sağlamak amacıyla genellikle saptırma tamburu kullanmak gerekir. Sarım açısını büyütmek için saptırma tamburunun tahrik tamburuna yakın olması gerekir. Bu durum, bandın ve baş tamburun temizlenmesi için kullanılabilen alanı sınırlar ve bandın kirli tarafına temas eden ilk yuvarlanan eleman olan saptırma tamburu üzerinde ciddi birikmeye neden olabilir. Daha küçük ana tamburlar kullanıldığında, bandın üstte ve altta kalan kısımları arasındaki boşluk genellikle bandı koruma ve iyi merkezleme sağlama amacıyla kullanılan kritik aksesuarlar için yetersiz kalır.
Öneri
: En iyi uygulama, en az 600 mm çapında veya en azından bant imalatçısı tarafından önerilen minimum boyutun bir boy üzerinde bir tambur seçmektir.
4. Konveyör Tasarımlarının Erişime İzin Vermemesi Erişim Yetersizliği
Konveyör tasarımında uygun erişim sağlanmamasının örnekleri o kadar çoktur ki yalnızca bu konu üzerine bir yazı yazılabilir. Konveyörlerin bir tarafı genellikle duvara çok yakın tutulur ve bakım görevlileri duvar tarafından girmekte zorlanır.

Stratejik konumlandırılmış erişim kapakları, kontrolü ve servisi kolaylaştırır.
Erişim kapakları, bazen çok sınırlı görüş sağladıkları tuhaf yerlere yerleştirilebilmektedir ya da kontrole veya bakıma olanak tanımayacak kadar küçük tutulabilmektedir. Konveyörler bazen zemine o kadar yakın konumlandırılır ki temizlik için konveyörün altına girilemez. Ayrıca uygun kontrol veya bakım için baş tambur etrafındaki platform ve tahrik elemanı konumlarına erişmek de imkânsız olabilmektedir.
Öneri:
Erişim şartları ve boşluk değerleri için CEMA’nın Belt Conveyors for Bulk Materials (Dökme Malzemeler için Bantlı Konveyörler) yayınının 7. baskısındaki önerileri uygulayın.
5. Önemli Noktaların Borular ve Kablo Kanallarıyla Bloke Edilmesi
Konveyörü taşıyan yapı, elektrik hattının, tesis hava borularının veya su borularının montajı için uygun alan sağlar. Konveyör yapısına monte edilen elektrik ve boru hatlarının konum kontrollerinin ihlal edilmesi, sık karşılaşılan bir durumdur. Bu borular ve elektrik hatları, genellikle bant gezinmesi anahtarları, bant sıyırıcılar, v-sıyırıcılar ve geri dönüş ruloları gibi kritik elemanların montajını ve servis işlemlerini zorlaştırır.

Bu kablo kanalı, makaraların verimli şekilde değiştirilmesini engellemektedir.
Elektrik ve boru hatlarında nadiren bakım veya yer değiştirme ihtiyacı duyulurken, bunların etrafındaki bileşenler genellikle sık sık kontrole ve servise tabi tutulur. Dahası, genellikle bu hatlar, normalde konveyöre erişim sağlamak için inşa edilmiş olması gereken yürüyüş yolları üzerinde bulunur.
Öneri
: Elektrik ve boru hatlarının konveyör boyunca kritik bileşenlere erişimi engellememesini, bir tasarım şartı olarak belirleyin. Baş tambur ve kuyruk tamburu bölümünde, elektrik ve boru hatlarından konveyör bileşenlerine giden bağlantılar esnek tipte olmalıdır.
6. Kenar Sızdırmazlığı Mesafesinin Yetersiz Olması
Bir konveyörün yükleme bölgesindeki yükleme teknesinin dışında kalan serbest bant kenarı, kenar sızdırmazlığı mesafesi olarak adlandırılır. CEMA standardı, yükleme teknelerinin iç boyutları arasındaki mesafenin, oluk açıları dikkate alınmadan düz bant genişliğinin 2/3’üne eşit olmasını gerektirir. Avrupa standardı, serbest bant kenarı için bir denklem öngörür. Standart bant kenarı, taşıyıcı makaralar arasında kalan bölgede malzemenin bandın kenarlarından düşmesini önlemek amacıyla kapasite hesaplarında kullanılır. Bu geçerli standartların hiçbiri, günümüzün toz ve döküntü kontrolü gereksinimlerini karşılamak için ihtiyaç duyulan bant merkezleme ve sızdırmazlık sistemlerini barındırmak için yeterli kenar mesafesini sağlamamaktadır. Serbest kenar mesafesi, bant sızdırmazlığını uygun şekilde sağlamak için gereken mesafeye göre belirlenmelidir. Bant merkezleme payı, daha çok konveyör yapısına ve tambur yüzü genişliklerine bağlıdır. Bant genişliğinin bant merkezleme payı üzerinde önemli bir etkisi yoktur.
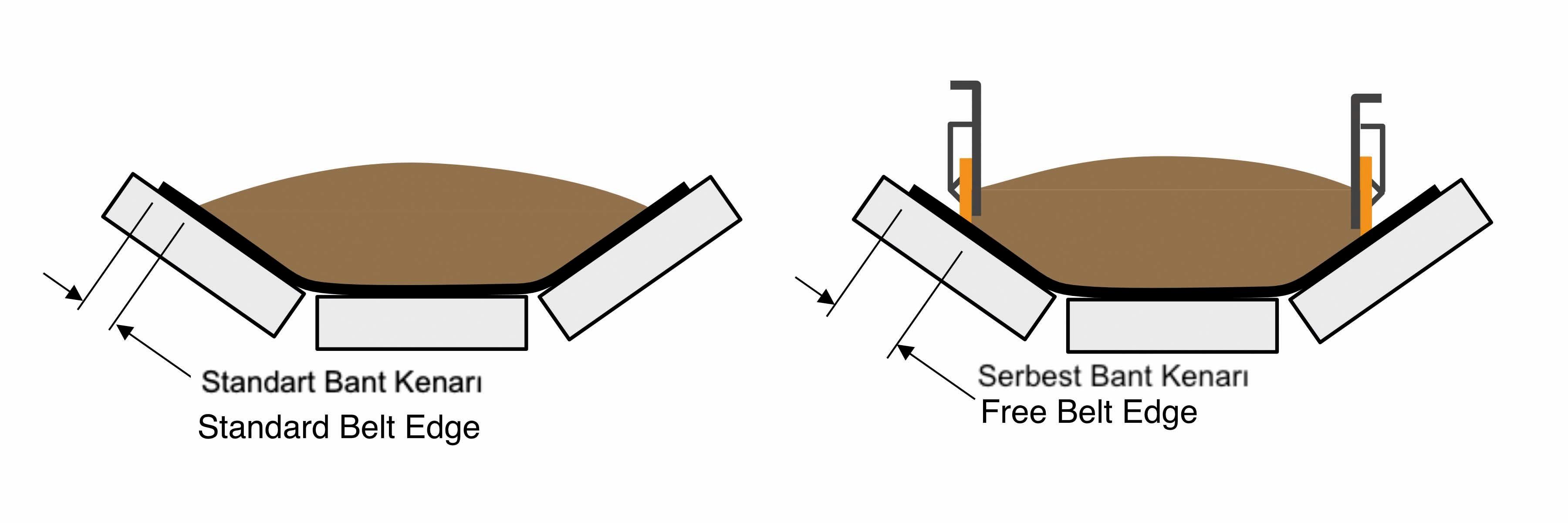
Serbest kenar mesafesi, bant sızdırmazlığını uygun şekilde sağlamak için gereken mesafeye göre belirlenmelidir.
Öneri
: Bandın sızdırmazlığını sağlamak ve bant kayması için pay tanımak amacıyla ayrılmış serbest bant kenarı, bant genişliğinden bağımsız olarak en az 115 mm olmalıdır.
7. Şut Tasarımının Yetersiz Olması
Şut tasarımı, son yıllarda Ayrık Eleman Modelleme (DEM) programlarının kullanılmasıyla gelişmiştir. Ancak birçok şut, detaylı tasarım yerine taslak resimler üzerinden imal edilmektedir. Bununla birlikte, dökme yük özelliklerinin doğru şekilde tanımlanmaması durumunda, Ayrık Eleman Modelleme analizleri, genel kabul gören eski kurallara dayalı tasarım yöntemlerini kullanmaktan daha kötü sonuç verebilir.
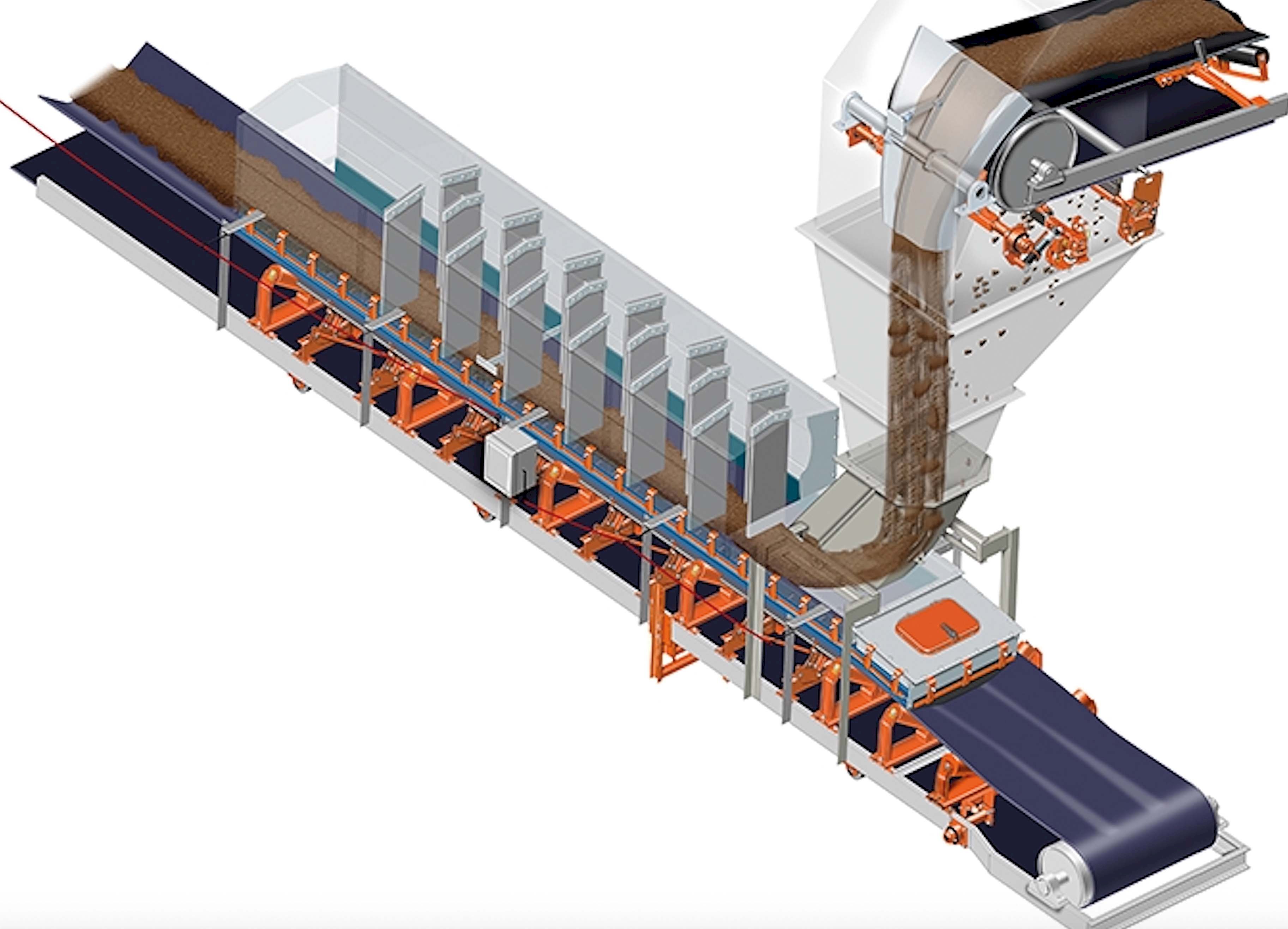
Modern yükleme bölgesi tasarımının hem güvenliğe hem de üretim verimine odaklanan yönleri vardır.
Dökme malzeme doğru şekilde belirlenmiş olsa bile, şutu ve tamburları destekleyen yapının tasarımında amaçlanan kullanıma uygun erişim gerekliliklerinin göz ardı edilmesi ve tamamen imalat ve montaj kolaylığının esas alınması yaygındır. A tipi, bir ayağı dikey baş tambur şasisi, genellikle masa tipi şasiye göre daha iyi erişim sağlar.
Öneri:
Dökme yükü test edin ve şutu Ayrık Eleman Modelleme kullanarak tasarlamak için en kötü akış senaryosunu temsil eden özellikleri esas alın. Taşıyıcı yapıyı, kritik bileşenlere erişimi engellemeyecek, bakım işlemleri ve gelecekteki yükseltmeler için yeterli erişime izin verecek şekilde tasarlayın.
8. Bant Sıyırma Yetersiz Olması
Toz ve döküntü kontrolüne yönelik gerekliliklerin her geçen gün daha katı hale gelmesi nedeniyle, gelecekte daha detaylı tasarlanmış bant sıyırıcılara ihtiyaç duyulacağı sonucuna kolayca varılabilir.
Genellikle yetersiz sayıda bant sıyırıcı veya gerekenden daha hafif hizmet tipi sıyırıcılar seçilmektedir. Ayrıca tasarımda sağlanan alan, bant sıyırıcıların montajının ve servisinin doğru şekilde yapılabilmesi için yetersiz kalabilmektedir.
Tedarikçiler fiyat hedeflerini tutturma konusunda baskı altındadır ve bu nedenle beklentileri karşılamayacağını bildikleri ekipmanları da tedarik edebilmektedir. Burada başvurulan hile, şartname koşullarını “ya da dengi” gibi ifadelerle nispeten belirsiz hale getirerek tedarikçiye baskı uygulamaktır. Bu durumda tedarikçi, fiyatı karşılamak ya da basit bir tasarımla bu sorunun çözümünü müşterinin üzerine yıkmak arasında seçim yapmak zorunda bırakılmaktadır.

Birden fazla sıyırıcı için yeterli alanın ve erişimin sağlanması, malzemenin geri taşınmasını önleme ve kaçak malzemeyi kontrol altına alma bakımından kritiktir.
Öneri:
Konveyör tasarım şartlarını belirlerken, bunlara bant sıyırma performansı özelliklerini de dahil edin. Baş şut tasarımının sağladığı alan en az 3 sıyırıcının sığdırılması için yeterli değilse
ve geri taşınan malzeme dikeye yakın duvarları olan bir damlatma şutunda tutunabiliyorsa süpürücü konveyörler için yeterli alan tanıyın.
9. Hızlı Hareket İçin Bant Genişliğinden Taviz Verilmesi
Konveyörler genellikle 7,5 ila 11,5 m/sn hızlarda yürüyecek şekilde tasarlanır. Bazı endüstrilerde, dökme yükün bozulmasını sınırlamak veya tozu kontrol altına almak amacıyla maksimum taşıma hızları belirlenmiştir. Pratik deneyimlere dayanan bu uygulamalar, genellikle fiyat hedeflerini tutturmak amacıyla esnetilmektedir. Toz ve döküntü miktarı, doğrudan bant hızı ve tonajıyla ilişkilidir. Öte yandan aşınma, dökme malzeme akış hızının karesinin bir fonksiyonudur. Bu nedenle genişlik ve hız arasındaki denge dikkatle değerlendirilmelidir.
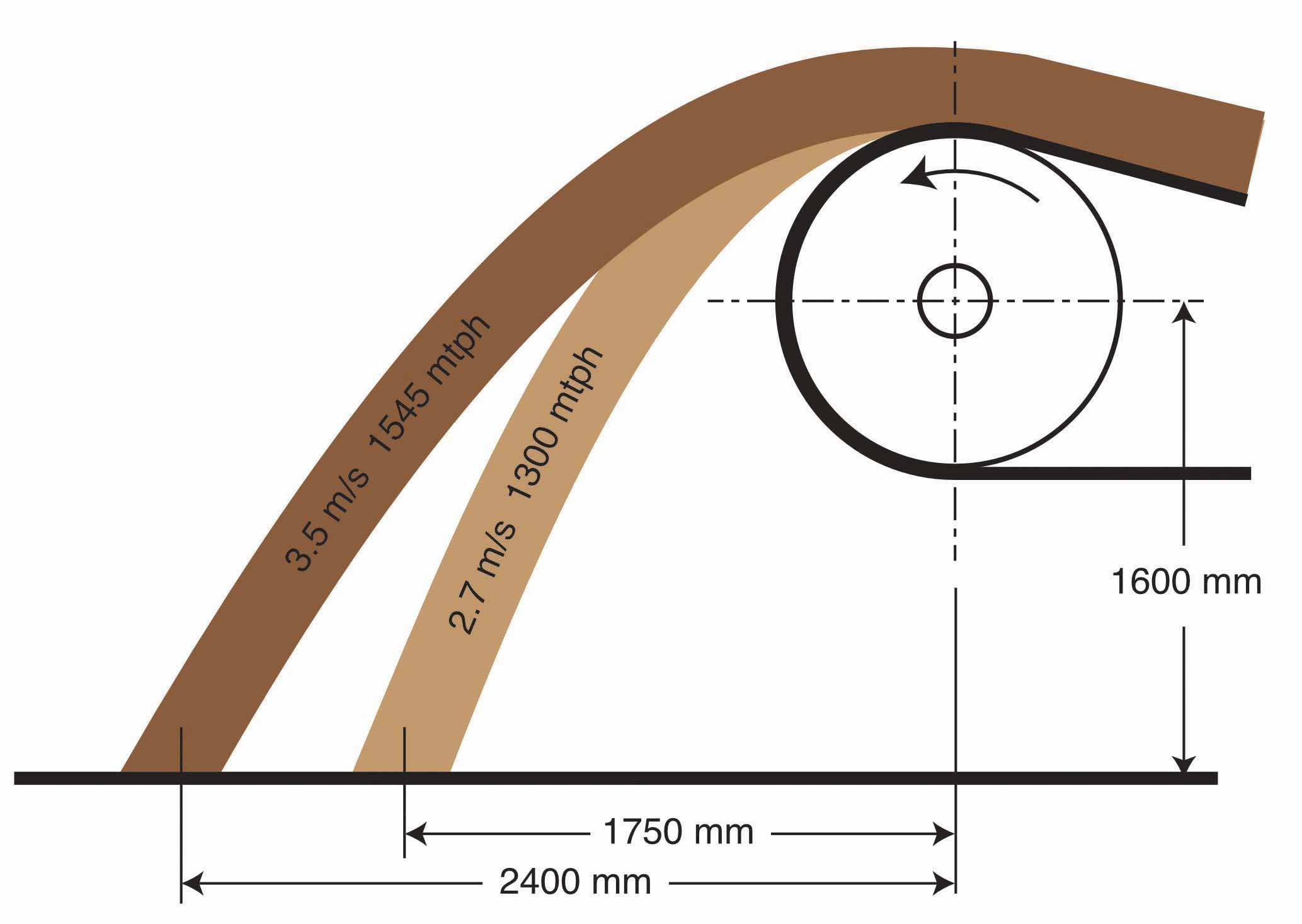
Toz ve döküntü miktarı, doğrudan bant hızı ve tonajıyla ilgilidir.
Öneri:
CEMA’nın Belt Conveyors for Bulk Materials (Dökme Malzemeler için Bantlı Konveyörler) yayınının 7. baskısında listelenen, önerilen maksimum taşıma hızlarına uyun. Konveyör hızını düşük tutma veya konveyör boyutunu yüksek tutma yönünde emniyet faktörü uygulayın.
10. Yükseltme İşlemi İçin Olanak Verilmemesi
Bir sistemin yükseltilmesi gündeme geldiğinde, normalde ilk akla gelen bant hızının artırılmasıdır. Tahrik bileşenleri ve diğer birkaç eleman dışında, saat başına taşınan malzeme miktarını artırmak için hızın artırılmasının yeterli olduğu düşünülür. Yalnızca hızın değiştirilmesini kapsayan bir yükseltme, malzemenin izlediği yolun değişmesi nedeniyle ortaya çıkan tıkanma sorunları veya mevcut şut kesitinin bir akış kısıtlaması yaratması gibi nedenlerle, genellikle saatlik taşınan malzemenin artmasına değil, aksine azalmasına neden olur. Pek çok tasarımda, makul yükseltmeler veya eklemeler için bile yer bırakılmamaktadır. Tasarım aşamasında minimum çaba ve çok az ya da sıfır ek imalat veya montaj maliyetiyle, sistem performansını iyileştirecek yükseltmeler için bir miktar serbestlik sağlanabilir.

Bu konveyör bir tünel duvarına çok yakın yerleştirildiğinden servis ve yükseltme işlemi uygulanması son derece zordur.
Öneri:
Fiyat hedeflerini karşılamak için standart bileşenler kullanabilirsiniz. Ancak üretim ve maliyet hedeflerini karşılamak amacıyla, gelecekte ortaya çıkabilecek tasarım sorunlarını çözmeye yönelik yükseltmelere yer açmalısınız. Konveyör Üretiminde Yeni Bir Hiyerarşi Konveyör ekipmanı imalatçıları, tasarım kararları için konveyör mimarisinde devrim yaratabilecek yeni bir hiyerarşi kullanmaya başlamıştır. Tasarım kararlarının önceliği aşağıdaki hiyerarşiye göre belirlenmektedir:
1. Kapasite
2. Güvenlik ve Yasalara Uygunluk
3. Kaçak Malzeme Kontrolü
4. Servis İşlemlerini Kolaylaştırma
5. Uygun Maliyet
6. Yükseltilebilirlik
“Geleneksel” konveyör tasarımından yeni bir konveyör mimarisine geçilmesi, çevresel performans ve üretim veriminde önemli iyileşmeler sağlayabilir.
Sonuç
Sorunlu alanlar görmezden gelinerek satın alma kararının yalnızca fiyata dayandırılmasının sonuçları, genellikle saatlik taşınan malzeme miktarının hedeflenenin altına inmesi, bütçeyi aşan daha yüksek işletim ve bakım maliyetlerinin ortaya çıkması ve güvenliğin azalmasıdır. Bu sorunları gidermeye yönelik önlemlerin tamamı, özellik belirleme ve tasarım aşamalarında ele alınmaları halinde, ömür çevrimi maliyetleri ve ek maliyetlerden kaçınma argümanlarıyla gerekçelendirilebilir. İmalat, kurulum ve kullanım aşamalarına kadar taşınan tasarım sorunları, artık ya tamamen giderilemez hale gelir ya da bunları gidermenin maliyeti, projenin erken aşamalarında ele alınıp finanse edildikleri senaryoya kıyasla büyük ölçüde daha yüksek olur.

CemenTürk Dergisi
CemenTürk, 2008 yılından itibaren iki ayda bir yayınlanan hazır beton ve çimento sektörüne ait bir sektör dergisidir. AjansGN’nin öncü, yenilikçi ve istikrarlı kimliğiyle sektörel yayıncılığa önemli bir ivme kazandıran CemenTürk, sektörün ortak sesi olmaya devam etmektedir.
Benzer İçerikler
")


Yorum Yap
