

Assoc. Prof. Dr. Hasan YILDIRIM
Gunite
It is known that the technique of shotcrete started to be used in early 20th century for the first time, and has been in use since then. Particularly in the last 30 years, the technique is improved by developing new methods and materials in many researches.
Shotcrete is to sprinkle concrete material comprised of small aggregates on hard surfaces by means of pressured air. Shotcrete contains common concrete mix, but additionally, fibers or various additives may also be used. Using high dosage of cement in the mix and having a low water/ cement ratio provides higher toughness.
The mixture sticking on the surface due to impact of gunning should not move downward; even if so, it should be within certain limits. Some of the shotcrete splashes back after hitting the hard surface, reinforcements, or previously produced concrete on the gunning surface. The ratio of such rebounding concrete becoming unusable depends on gunning pressure, ratio of cement and water, aggregate diameter, and thickness of gunned layer. Although these may be changed for reducing rebound amount of concrete, the gradient of gunned surface is important. Since mostly large-sized material not bond by cement paste splashes back, the cement ratio of the concrete bound to surface is high. Although this increases the strength of concrete, it makes concrete prone to shrinkage cracks.
There are two different methods of preparing the mix.
Wet Mix
Description
This technique consists of mixing cement, aggregate, and water and gunning it by means of pressured air.
General
The concrete used in the wet mix is from ready mix concrete or one prepared on-site. The water/cement ratio in this mix is controllable by utilization of water reducing admixtures, leading to a water ratio of less than 0.45.
Shotcrete is a mixture rich in cement. The amount of cement in the mix is 350–450 kg/m³, and having a lesser amount of water; it is possible to have such concrete with a compressive strength of 30-60 MPa for 28 days. Rebounds occurred in this technique are lesser in comparison to a dry mix.
Material
Pumps used for the wet mix technique vary depending on given outputs (output is the measure of how many m³ of concrete to be gunned per hour). For instance, in a tunnel construction, a high output pump may be used (up to 4–25 m³ per hour).
In a thorough gunning procedure, concrete should be gunned freely, and any rebounds should be minimum as far as possible so not to change the percentages of concrete mixture.
Flexible hoses or steel pipes may be used for gunning. They must be of the same diameters and kept straight during gunning application. Maximum diameters of aggregates or fibers, if used, must be taken into account when deciding on the diameters of hoses or pipes.
All the materials used during operation must be clean.
Dry Mix
Description
For this type of shotcrete, after cement and aggregate are mixed in proper ratios in the machinery, the dry mix is delivered to the gunning nozzle sparsely by means of pressured air. By adding pressured water to the dry mix arriving to the nozzle, called spout or gun, the resulting concrete is gunned sharply to the surfaces to be concreted by means of pressured air.
General
Since the concrete in the hose is not workable (this property is needed for conduction), spraying power is high. Water added into the mix at the nozzle is only enough for hydration of cement and gives a little liquidity to the mix. The water/cement ratio in this technique is 0.35 or lower, and eventually, a zero slump is obtained. This prevents concrete running downward.
When the basic water/cement mix is used, splash-backs occur more in comparison to the wet mix. The percentage of splash-backs may be 10-15 % for horizontal surfaces such as floors, 15-30 % for vertical surfaces such as walls, and 25-50 % for ceilings. Since most of splashbacks are large aggregate pieces, the grain-size distribution of the mix in any settled concrete will be much different than the prepared concrete. In conclusion, compressive strengths for 28 days vary in the range of 40–50 MPa.
Materials
In this technique, previously small-chambered machines were used, but now, they are replaced with propelled machines. Dry materials are conducted through the open side of the machine, and delivered to the hose by mixing in the shuffling tank. These machines may be productive where the required output is up to 10 m³ per hour.
In the technique, hose length is also important. Short hoses increase the impact effect. Even though the pressure is reduced due to the distance between the machine and the hose, it is possible to have hoses lengths of 600 m.
Mix Materials
In the mix, only such material must be used in compliance with the standards proven to be suitable for this purpose.
In order for acceptance of the compliance of the final product and the mixture materials, regular tests must be carried out. The word “compliance” covers the quality of the technique in addition to the physical properties of the final product.

Table.1 Comparison of dry and wet mixes
Cement
As in all concrete works, many types of cement may be used. Cement used must be fresh and free of lumps.
Aggregate
Sand is used in most shotcrete, but only such aggregates of up to 10 mm in diameter may be used. Surely larger aggregates may be used, but its disadvantages must be kept in mind. For instance, larger aggregates will increase rebounds.
Classification of sand is important, and may be in the range of limits given in the table.
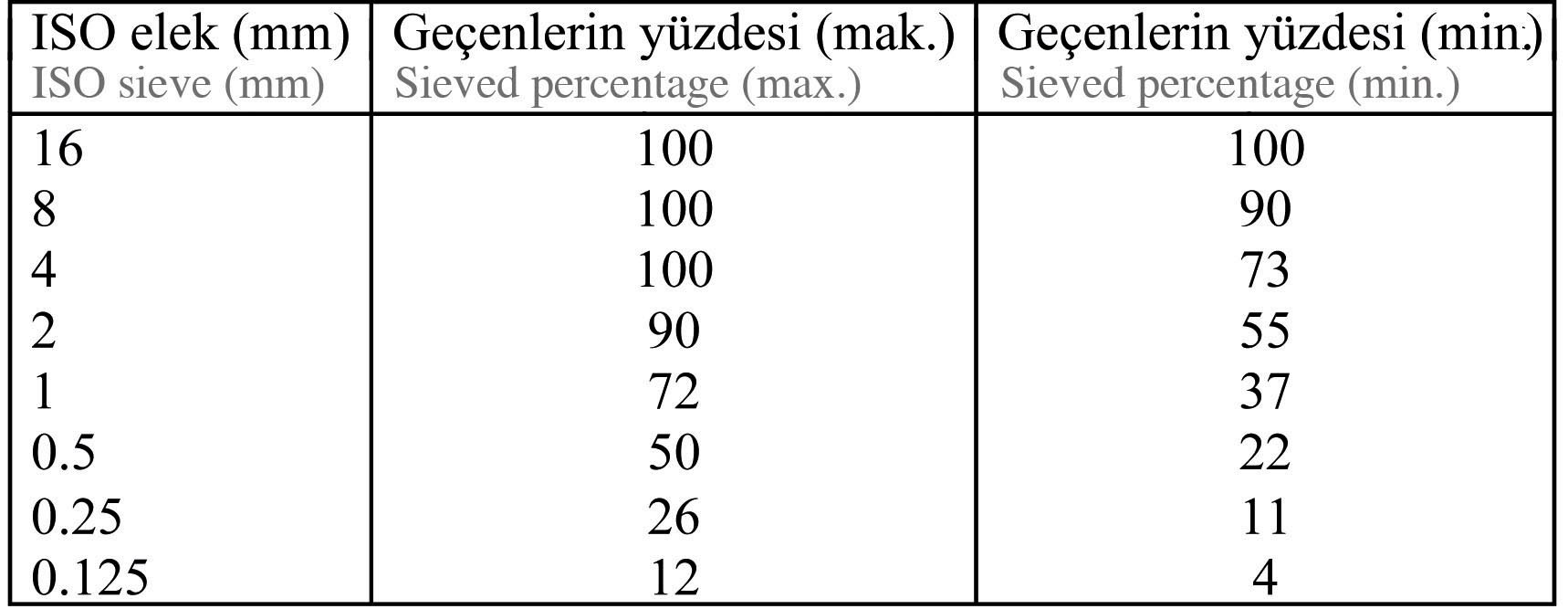
Using a higher percentage of smaller aggregates of less than 0.25 mm in diameter causes a dust issue. In order to prevent segregation of sand and cement in hose and dust issue, it is better to have a little moist aggregate. The humidity needed is 5-6 %. Much higher humidity may cause clogging of machine.
Water
Water is the same as the one used for ordinary concrete.
Admixtures
It is possible to change strength or liquidity of concrete by utilization of admixtures. Depending on the work to be performed, any type of admixture may be preferred.
In order to obtain any given value, proper admixture ratios may be decided on after some tests to be carried out in consideration of materials to be used for operation and environmental conditions. Admixtures should be conducted to the gunning machine after mixing them with shuffling water. Admixture advantages may be as follows:
Quicker setting of concrete
Lowered rebound ratio in shotcrete
Providing early higher strength to concrete after quicker setting
Elimination of inhomogeneous mixing risk as experienced with powder admixtures
With more effective water/cement ratio, a shotcrete with fixed stability is obtained
Increased water permeability for shotcrete
Fibers
In order to produce a high performance concrete, steel or synthetic fibers may be used. Steel fibers are resistant for abrasion, but may cause clogging during spraying. Synthetic fibers, on the other hand, easily pass through the hose. Because of their flexibility and well distribution in concrete, they may be used such places of repairs where there may be cracks.
Application of Shotcrete
Before starting the gunning operation, gunning surface must be check for cleanness. If surface is dry, it must be cleaned with pressured air and water. Humidity given by water hinders absorption of concrete water by the surface.
Shotcrete operator checks air pressure and ensures an even and proper pace of spraying. Since the amount of water is checked with a gun for dry mix, the water/cement ratio must also be checked so that it should be lower.
The gun must be held at a correct angle, and the distance to the surface must be adequate. Such distance is between 60-100 cm for the dry mix, and 25-50 cm for the wet mix.
In the wet mix, concrete stayed in the mixing chamber more than 30–50 minutes must be transferred to the gun. This is about one (1) hour for the dry mix.
For the places in vertical or quasi-vertical, gunning should be started at the bottom. If the thickness if too much, gunning must be carried out in layers. For any applications on ceilings or walls, it is recommended not to exceed the layer thickness of 20–30 mm, while such thickness on floors may easily be 70 mm. After sufficient hardening of lower layer, a new layer is sprayed without waiting for complete hardening. Such waiting period vary between half an hour to one hour depending on type of concrete and application conditions.
Quality of Shotcrete
Preliminary Preparations for Application
Anyone to apply shotcrete must prove his competence in this field before starting to work. For this purpose, a trial board of 750x750x100 mm in dimensions is used for shotcrete in every direction.
In the controls, it is necessary to confirm that application concrete has the proper qualifications (necessary strength, density, etc.).
Quality Control
Quality control must be maintained during applications, as well as the after completion of application.
Examination
Setting of concrete must be checked continuously; in the works carried out for repairs or reinforcements, and enlargement of columns, beams, or walls, it is important to ensure that the splashing part of formwork is to be looking inward once again.
Strength and Density
As with ordinary concrete, necessary tests may be carried out by taking drilling cores.
On-site Tests
There are few tests, which may be carried out on-site. Ultrasonic speed tests by utilization of X-rays may provide information on concrete.
Daily Test Panels
By obtaining proper samples from the hardened concrete on the building or trial boards, concrete quality may be checked.
In case of finding out that, the samples do not meet the standards; controls must be repeated by taking samples from the concrete gunned on respective day.
In conclusion, as mentioned above, controlling the qualification of the final product, having more cement in the mix than an ordinary mix, and carrying out the gunning only with a proper mix point out various challenges. However, most of all such challenges may be overcome by a experienced operator. This requires a competent and knowledgeable operator.

")

