

Dr. Uğur Erşen Şenbil
Construction Chemicals R&D Manager / Akkim Kimya
- Situation Assessment
Global warming and climate change are the most significant and critical subjects affecting both present and future. Global warming and the climate change negatively affect both nature and life on the world, and is an issue that concerns the entire world. For this reason, there are mass action plans established by countries coming together, rather than on an individual basis. The first one these is the Kyoto Protocol. Being a convention that includes responsibility for reducing greenhouse gas emissions, particularly carbon dioxide, the Kyoto Protocol has been signed by more than 150 countries under the United Nations Framework Convention on Climate Change. Yet, the goals set forth by this convention have not been achieved.
Taking new massive measures has become inevitable due to the increasing importance of global warming and climate change. Establishing the map for the actions to be taken against climate change after 2020, the Paris Agreement was adopted within this framework at the 21st Conference of the Parties to the United Nations Framework Convention on Climate Change and came into effect on 4 November 2016. The long-term goal of the Paris Agreement is to keep the increase in global warming below 2°C as far as possible.
The European Union has approved the European Green Deal which sets forth a series of measures to achieve climate neutrality by 2050 in line with the goals of the Paris Agreement. The European Green Deal Action Plan has also adopted reducing greenhouse gas emissions by 55% by 2030 as a preliminary goal. The “Carbon Border Adjustment Mechanism” (CBAM) was established as a tool in line with this goal. It is planned with the CBAM to keep emissions under control by aiming to charge “carbon tax” from certain products imported by the European Union depending on their emission values.
The cement sector is the leading one among the sectors that will be affected by these steps and action plans adopted for a sustainable world. Being one of the most widely used materials in the world, production of cement causes significant carbon dioxide emissions. Scientific and technological studies carried out until now did not bring out any material that can be used as a 100% cement substitute and offers use in practice. Although the history of binders goes back hundreds of years, the Portland Cement we use today was discovered in 1824 and has a history of about 200 years. Research on the chemistry of the material is still ongoing and studies are still conducted on many scientific issues that need clarification. Therefore, cement will go on being the most widely used building material for many years to come. When considered from this point of view, permanent solutions to reduce carbon dioxide emissions caused by cement production has become a critical necessity. Intensive efforts are being made both in terms of legal regulations and scientific studies.
Cement is a hydraulic binder which is obtained by adding gypsum to the material called clinker which is produced by burning calcareous and clayey materials at temperatures of 1450-1500°C, and grinding them. Despite the fact that different values are featured in different references, it would not be wrong to assume that approximately 800 kg of carbon dioxide emission is generated in order to produce one ton of clinker. This figure reaches to enormous levels considering the actual cement production volumes. This matter is more significant for our country as we are one of the countries that produce the highest quantities of cement in the world. Turkey’s total CO2 emission in 2020 is 413.4 million tons (TurkStat). Turkey’s clinker production quantity in the same year is 71.8 million tons (Türkçimento) and such a quantity leads to 57.4 million tons of CO2 emissions. In other words, the cement sector accounts for 13.9% of Turkey’s total CO2 emissions for 2020. This rate varies between 5-10% in the world. The data shows that our country has to spend more effort and conduct more scientific studies on actions for reducing CO2 emissions in the cement industry in comparison to many countries.
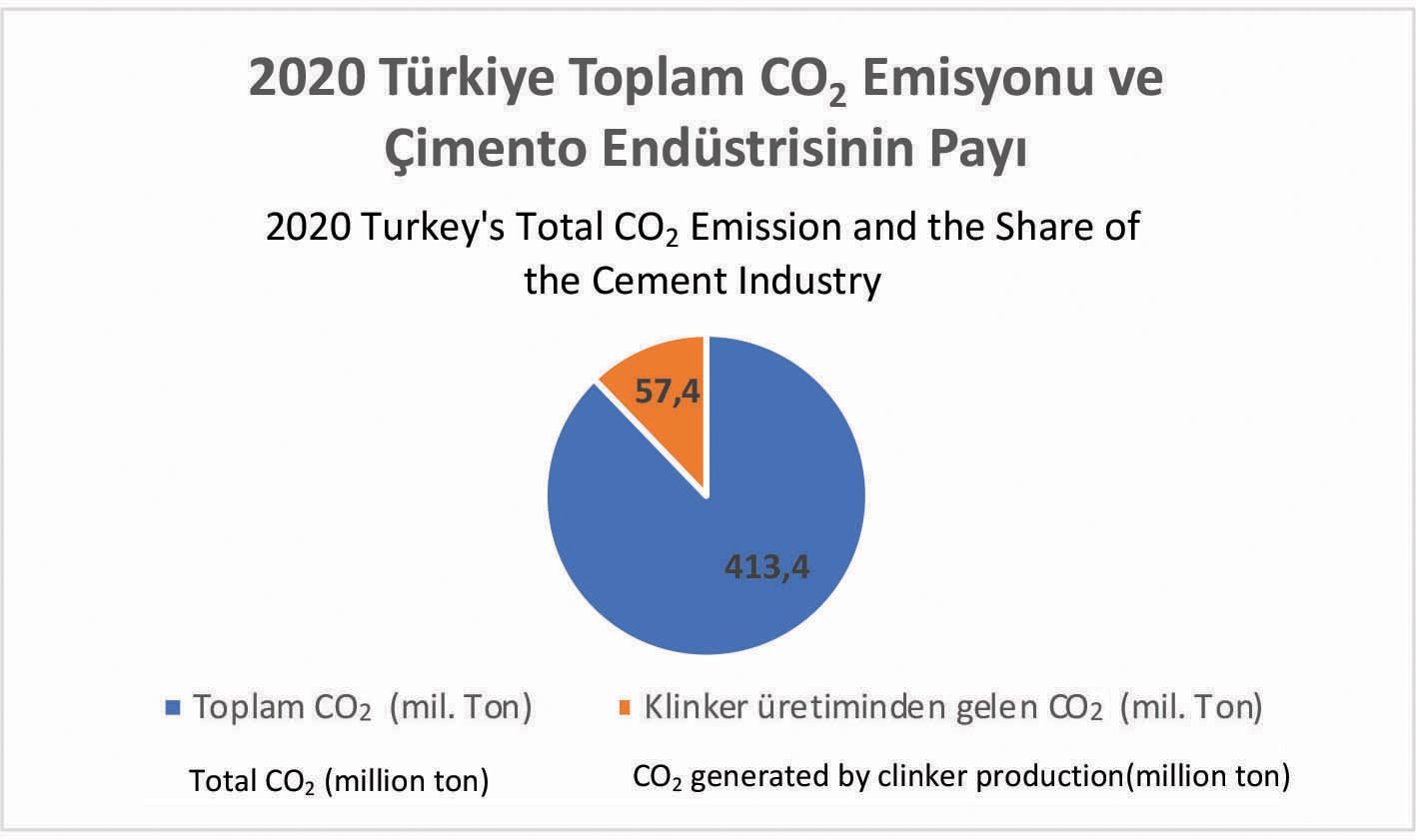
Figure 1: 2020 Turkey’s total CO2 emission and the share of the cement industry
Various action plans have been announced by international associations such as Cembureau (European Cement Association) and GCCA (Global Cement and Concrete Association) to reduce CO2 emissions in cement production. These actions can be listed as follows:
- Carbon capture, utilization, storage
- Alternative fuels
- Renewable energy, electrical efficiency
- Alternative raw materials, substitute materials, low clinker cements
- Innovative cements and binders
- Efficiency in design and construction
- Concrete design optimization
- Re-carbonation
Chemical additives are needed to compensate a negative outcome that may be caused by the property that may be affected in any action that may have an influence on the physical, chemical and mechanical properties of cement. It is expected that the role of chemical admixtures will further increase and that their rate of use will also increase in the coming years as moving towards a net zero carbon goal.
Reducing clinker ratio by using substitutes has become the most studied topic in recent years. Moving from the production of CEM I which is a cement composition that uses the highest amount of clinker, to other types of cement in which more substitutes and less clinker are used is the goal of many countries. While the rate of blended cements in Europe is higher than CEM I type cements which have higher clinker content and relatively higher carbon dioxide emissions, CEM I consumption in Turkey (domestic market) accounts for 56% of all types of cement according to 2021 Türkçimento statistics. This data is significant as it shows that the rate of transition from CEM I type cement to blended cements in our country will increase in the coming years. Figure 2 shows the data for Turkey’s domestic market CEM I and CEM II consumption between 2017-2021:

Figure 2: 2017-2021 Turkey’s domestic market CEM I and CEM II consumption rate
- Studies on Akkim Low Emission Special Additive Series (Akgrin Low Carbon)
Minerals such as limestone, slag, fly ash, calcined clay are used as substitutes in blended cements. Among these minerals, studies have been carried out on limestone which is easier to access and use compared to other minerals and already being used by cement plants. Compared to a reference cement composition (Composition 1) with 5% limestone content, limestone was substituted with clinker up to 10%. Designed to make the hydration reactions of limestone more efficient, a chemical additive named AKGRİN LC 968 which acts as a facilitator for grinding and enhancer for combined strength was used in order to improve the compressive strength losses expected with the reduction of clinker. All grinding operations have been carried out in a laboratory type ball mill for an equal time of 60 minutes and it have been ensured that the limestone-clinker substitute was the only variable in the studies. Particle size distribution, fineness characteristics by air jet sieving method, specific surface area by air permeability method and compressive strength were measured in the study.
- Studied Compositions:
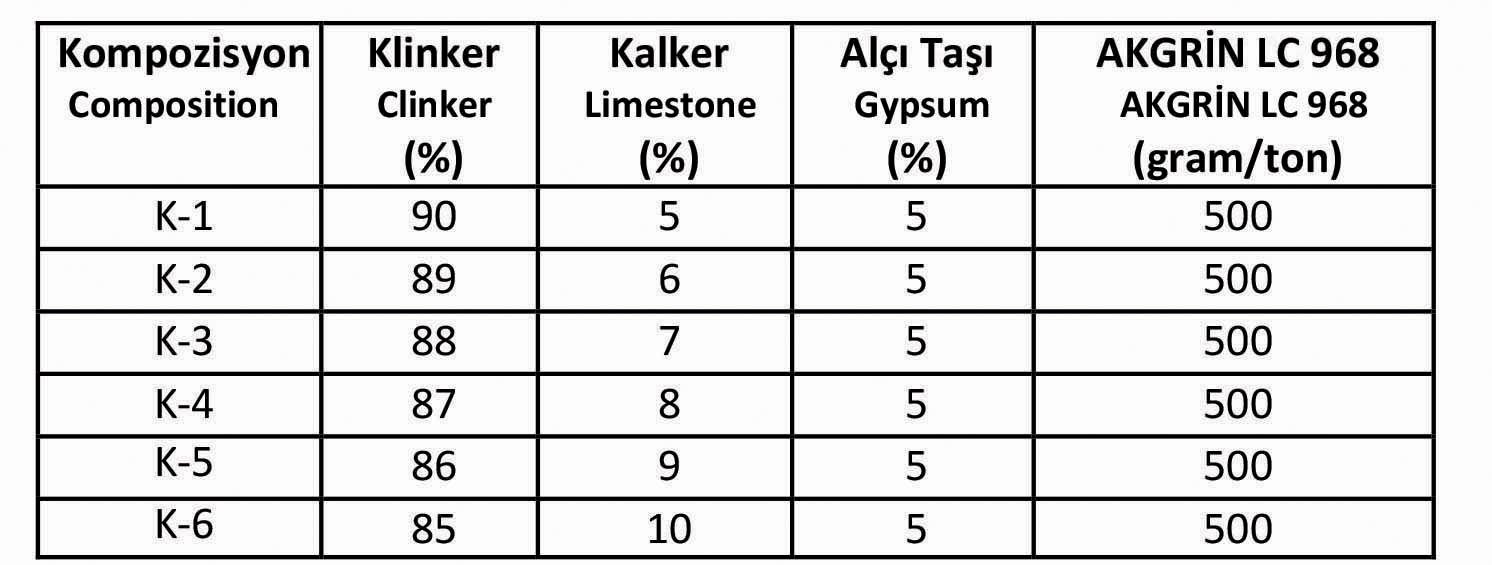
1: Studied compositions
- Particle Size Distribution
Malvern Mastersizer 3000, particle size distribution measuring device was used by applying light scattering method. Particle size distributions of 6 cement types are shown in Figure 3 and Figure 4:

Figure 3 : Particle size distribution graphs of cements
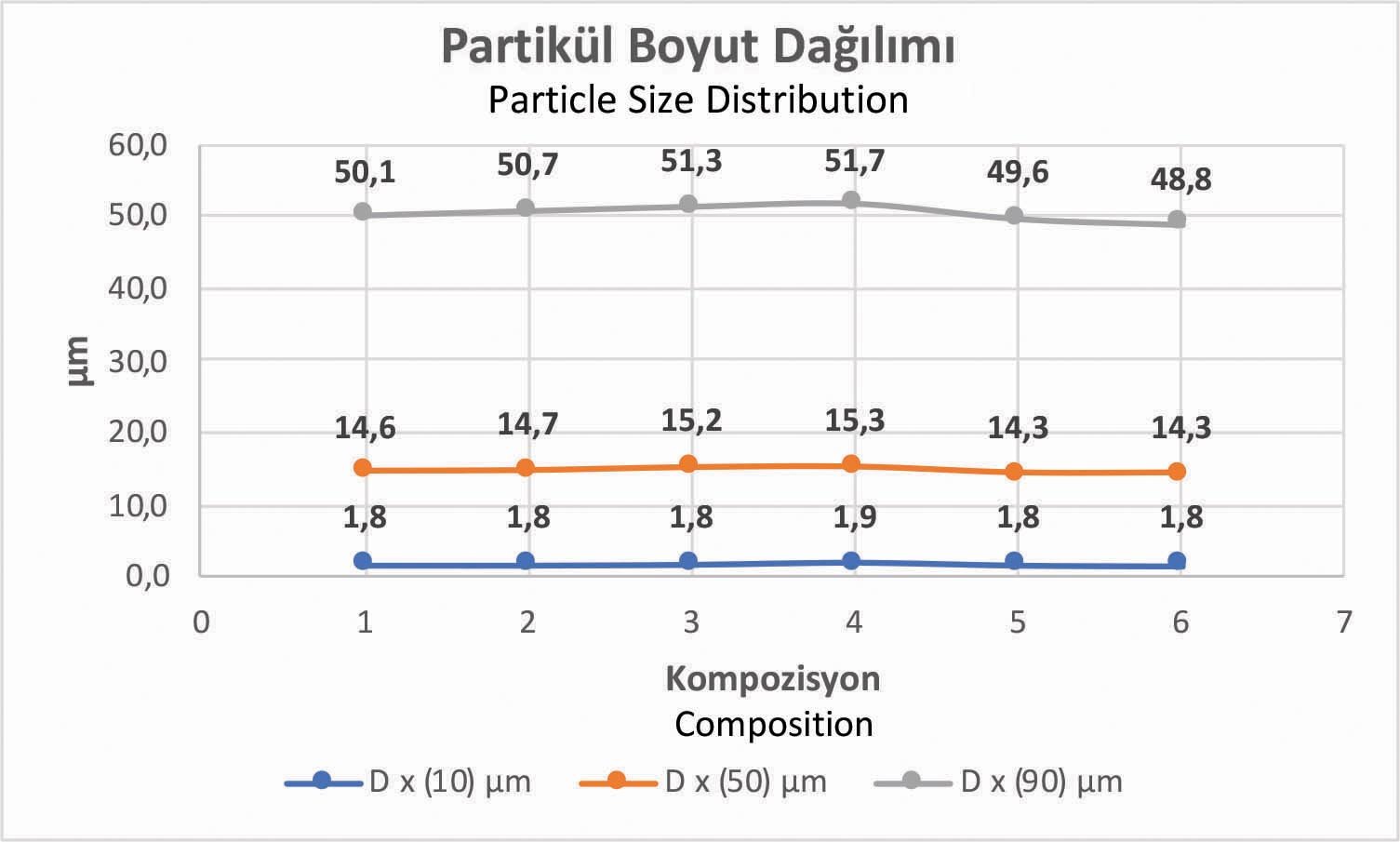
Figure 4: Dx (10), Dx (50), Dx (90) values of cements
It can be seen that the particle sizes are slightly coarser than the K-1 reference cement at 6%, 7% and 8% limestone-clinker substitution rates while the particle sizes are finer than the K-1 reference cement at 9% and 10% substitution rates.
- Air Jet Sieving Fineness Results:

Figure 5: Fineness measurements of cements by air jet sieving method
Alpin brand, model AS 200 LS-N air jet device was utilized. The results of fineness using the air jet sieving were in parallel with the particle size distribution results analyzed by light scattering method. While 6%, 7% and 8% substitution rates had a coarser appearance than K-1 cement, cements with 9% and 10% substitution rates featured finer particle sizes.
- Results of Specific Surface Area by Air Permeability Method:

Figure 6: Specific surface area of cements by using air permeability method
Toni Technik Blaine device was used. Although the results of the specific surface area measured by using the air permeability method were similar to each other, all cement samples with increased limestone substitution rates produced higher values than K-1 cement. K-5 cement has the highest specific surface area.
- Compressive Strength Results
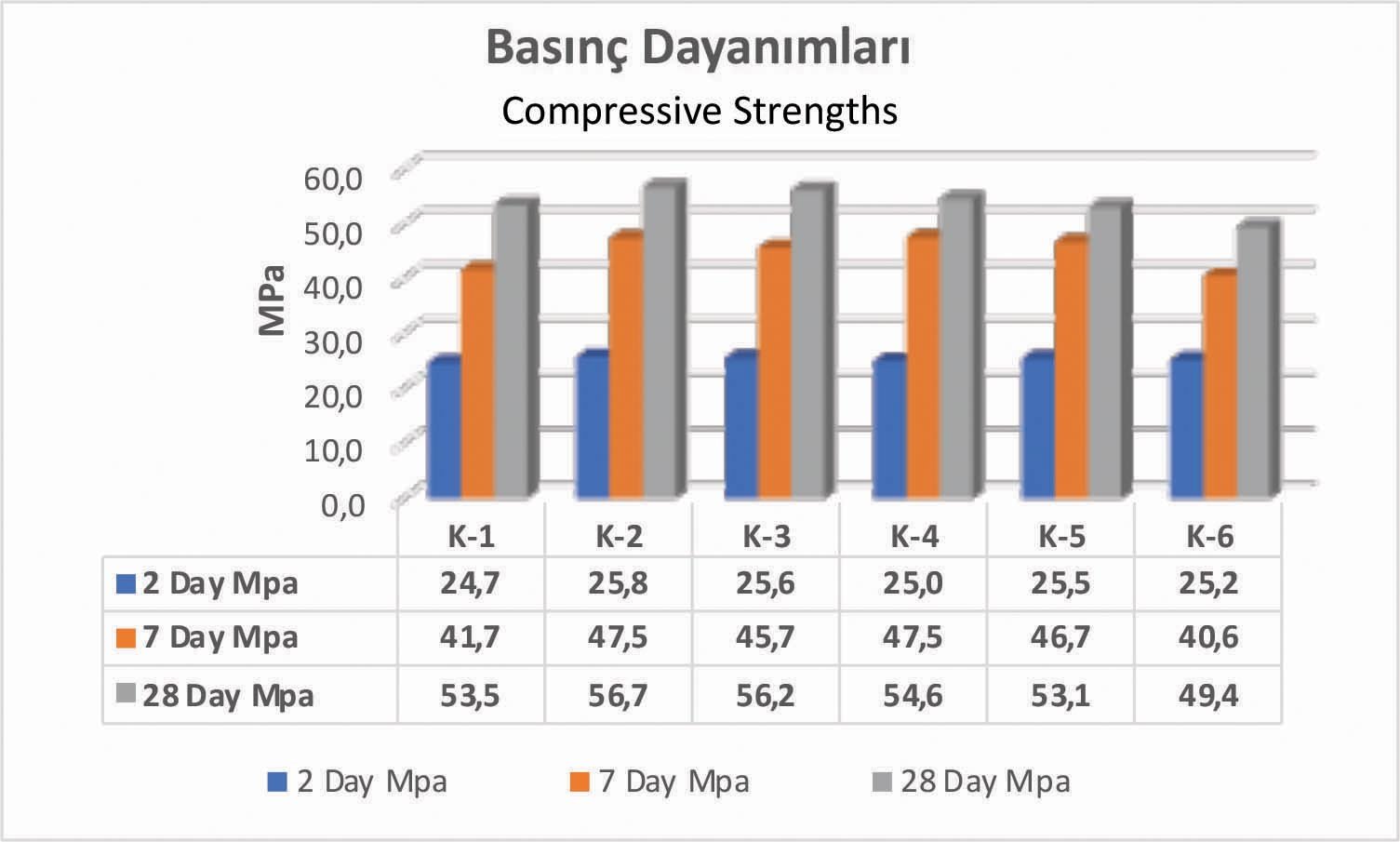
Figure 7: 2-7-28 day compressive strength results of cements
While the increase in limestone substitute ratios did not adversely affected the early strengths, increases at a minimum of 1.2% (K-4) and a maximum of 4.5% (K-2) were observed in 2-day compressive strengths. The increase in early compressive strengths may be based on two possible reasons. The first one is the accelerated early hydration reactions due to the chemical structure of limestone, and the second one is the accelerated the hydration reactions due to early strength enhancing agents contained in the chemical additive. Substituting the 5% limestone admixture with clinker up to 10% seems to be appropriate considering the early strength results.
An increase in strength was observed in all substitution ratios compared to the reference K-1 cement in the 7-day strength results, except for K-6. Increases were measured at minimum 9.6% (K-3) and maximum 13.9% (K-2 and K-4). Featuring the highest substitution rate, K-6 cement gave a compressive strength result 2.6% below the reference cement K-1. It is seen that the limestone content of 5% can be increased up to 9% when the 2- and 7-day strength results are evaluated together.
K-2, K-3, K-4 cements had a higher compressive strength performance than the reference cement in 28-day strength results, while K-5 was 0.7% below the reference and gave very similar result. K-6 produced compressive strength results 7.7% below than the reference. The limestone substitution of 5% can be increased up to 8% without compromising the compressive strength performance when the 2-7- 28 day compressive strengths are evaluated together. Moreover, it is seen that limestone substitution can be made up to rate of 9% considering that K-5 cement is 0.4 MPa lower than K-1 and that such a difference is so small that it can be found even between the two halves of the prism split in half. K-6 cement with 10% limestone substitute meets the compressive strength grade of CEM I 42.5 type cement although its the ultimate compressive strength performed less than the reference cement.
Considering the literature studies that limestone has a positive contribution to early compressive strengths but not to 28-day compressive strengths, it can be seen that AKGRİN LC 968 chemical additive has an excellent interaction with cements blended increased limestone additive and that it is a chemical which allows increasing the substitution ratio of limestone from 5% to 9% in replacement of clinker.
- Evaluations
Each and every study conducted for the reduction of carbon dioxide emissions from cement production as one of the most essential materials for our lives, is highly important and valuable for a more sustainable future. Transforming the studies from the laboratory scale to the industrial scale will lead us to obtain data for use in practice.
We have many studies that are ongoing with the aim of better understanding the effects of chemical additives on the hydration process and improving the structure of additives to reduce carbon dioxide emission values. The study that allowed us to increase the limestone additive from 5% to 9% without compromising the compressive strengths is presented in this paper. In addition to the high strength feature of AKGRİN LC 968, its combination with grinding facilitating agents did not adversely impact the fineness characteristics of K-5 which is a cement containing 9% limestone additive. Considering from this perspective, it can be said that it may have a positive impact on the cement mill efficiency.

")

