

Hakan YILDIRIM
Metalurji ve Malzeme Müh.
Anovel Yazılım
High manganese austenitic steels (HMAS) are widely preferred in working conditions that require abrasion and impact resistance. Especially, they are indispensable materials for mining and cement industry due to impact resistance. They can be used safely in high speed crusher machines and in aggressive working conditions.
High manganese austenitic steels are heat treated from 950°C to 1100°C. The purpose of the applied heat treatment is to provide high impact resistance to the steel by providing the complete dissolution of the carbide structures in the austenite phase and the complete conversion of the microstructure to austenite phase after quenching. In the heat treatment, carbides precipitate and perlite occurs in the parts if the cooling stage is slow.


Figure 1. a) Dense carbide precipitation in the austenite matrix b) Austenite matrix
As clear from Figure 1.a, the presence of carbide structures precipitated in both austenite matrix and grain boundaries adversely affect the impact strength of steel.
The high amount of manganese in the material is an element that makes the austenite phase stable. The diagram in Figure 2 shows the expected phases in equilibrium depending on temperature and manganese ratio. The graph shows that the austenite field is enlarged due to the manganese content. As the manganese content increases, it can be remained within the austenite field even at much lower temperatures. For example, a non-ferromagnetic completely austenitic structure can be achieved with a manganese content of more than 29%.
The temperature conditions and heat distribution in the heat treatment furnace, the meeting time of the material that come out of the furnace with water, the first temperature and mobility of the cooling water as well as the residence time of the hot material in the water are the most important heat treatment parameters that have to be controlled for HMAS. Precise determination of these parameters is extremely important in terms of achieving high impact strength in the HMAS materials which are preferred particularly in the manufacturing of primary crushers and hammers which work under high impact loads especially in mining and cement sectors. However, the number of foundries that provide complete control of these parameters in manufacturing processes is extremely small. Although material control can be done by magnetic test or bending test, metallographic examination is required for the most effective control. Whether an effective austenitic structure is obtained can be determined only with a microscopic examination of a metallographic sample which fully represents the heat treatment conditions. Since this test procedure is destructive, it cannot be applied to every part of every charge. Therefore, the control of the quenching process is of great importance as well as the control of the furnace conditions during the heat treatment.
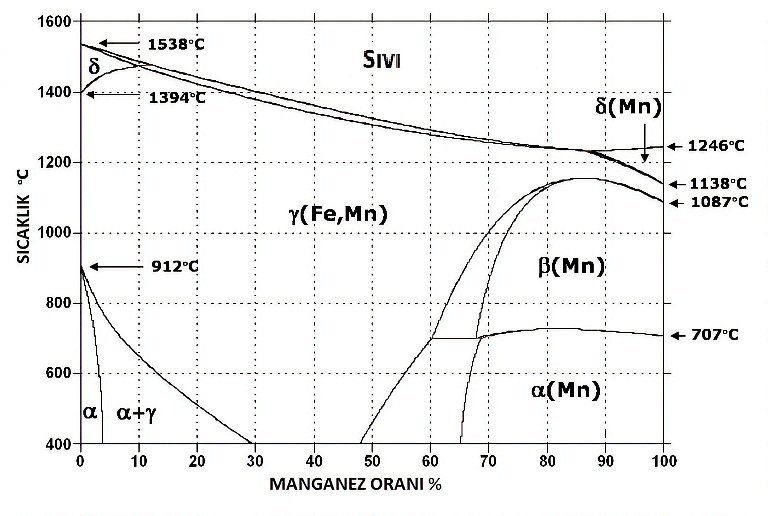
Figure 2.Fe-Mn phase conversion diagram
Casting companies guarantee their customers the safe use of their products. However, inappropriate or not fully controlled heat treatment conditions can prevent the achievement of minimum impact strength expected from the HMAS materials and can cause to sudden fractures under the working conditions which leads to major economic losses for both cast manufacturers and users. Considering the cement sector, the cost of manufacturing breakdowns due to the unexpected sudden damage to the crusher hammers exposed to high impact loads is considerable. Therefore, the above-mentioned heat treatment parameters must be very well controlled since they directly affect the final mechanical properties. Particularly, complete and precise control of the cooling medium must be ensured during the quenching process, and the user company must be informed with the quality reports that these conditions are met. Data referring to the obtained heat treatment conditions; such as the capacity of the pool, the weight and temperature of the mass entering the pool, the meeting time of the hot mass with the cooling medium, and the equilibrium temperature of the cooling medium after the quenching process; should be indicated in the quality reports prepared. These detailed quality reports are critical for the cement and mining sectors, which supply and use the crusher parts made from HMAS materials. The standardization of the quality of the supplied materials at the end of a controlled process enables all users, especially the cement and mining sectors, to use these materials safely. By this means, sudden and unexpected breakdowns in the manufacturing process which lead to major economic losses, will be reduced. This will increase the efficiency of the mining and cement sectors as well as the casting companies. Under the tough competition conditions at the point of manufacturing of present-day, foundries need to make the necessary investments, and control the heat treatment parameters that guarantee the quality of their products with standardized processes. In this way, casting manufacturers will have the ability to consistently keep the manufacturing quality above a certain standard without being affected by seasonal conditions.
At this point, the mining and cement sectors which are the most significant users of these materials have important duties. They should request the quality reports including the detailed information about the control of the manufacturing processes of the products they use. At this point, user demands will be the primary driving force for casting companies to mobilize. In the short, medium and long term, both manufacturers and user companies will benefit from this mutual interaction. Longer and more efficient use of the manufactured crushers will also contribute to the national economy.
As a result, crushers made from HMAS materials are used extensively in the cement and mining sectors due to their superior impact and abrasion resistance. It is very important to fully and effectively control the heat treatment conditions of the HMAS parts in order to meet the expectations of the mechanical properties of the product. The demands of the users and the precautions to be taken by the manufacturers regarding this matter are of great importance. Thanks to the measures to be taken, part and machine damages, manufacturing breakdowns and mutual economic losses will be prevented due to unexpected fractures in usage conditions.
References
1) Sh. Hosseini, M. B. Limooei, M. Hossein Zade, E. Askarnia, and Z. Asadi.,2013. Optimization of HeatTreatment Due to AustenisingTemperature, Time and Quenching Solution in HadfieldSteels. World Academy of Science, Engineering and Technology International Journal of Materialsand Metallurgical Engineering Vol:7, No:7,
2) Emin Bayraktar, Fazal A. Khalid, Christophe Levaillant; Deformation and fracture behaviour of high manganese austenitic steel. Received 11 November 2002; accepted 21 October 2003
3) Subramanya, D.K., A.E. Swansigerand H.S. Avery, 1991., Austenitic Manganese Steels, 10 Edition,ASM Metals Handbook, 1: 822-840.
4) Subramanyam, D.K., G.W. Grubeand H.J. Chapin, 1985. “Austenitic Manganese Steel Castings”, 9th Edition, ASM Metals Handbook, 9: 251-256.

")

