




Authors: Kaushik Ghosh, Dr.-Ing. Thomas Hanstein, Dr.-Ing Jörg Oligmüller, [Maschinenfabrik Köppern GmbH & Co. KG, Germany] Çeviren / Translator: Bahadır Ürkmez [Turbo Makina]
In the last issue, we started to examine a grinding system improvement made by Köppern. We continue our evaluations in this issue.


Due to this upgradation the customer achieved an increase in production capacity by approx. 20% and approx. 13% savings of specific energy.
The major advantages of this combined separator are:
– Compact design, which reduces necessary building height
– Only one separating air circuit (incl. fan, cyclones, filter) is necessary
– Low pressure drop compared to other separator technologies, which directly influences the size of the fan
Upgrading grinding circuit by upgrading existing HPGR
With Choke Feeding system
Unavailability of space is not a major constraint when upgrading the HPGR. Older HPGR’s are equipped with technologies of earlier times that could be easily replaced at low investment costs compared to an upgradation of the entire plant. With such an upgradation, plant operators gain more control on the machine and process resulting in higher stability of the grinding process. It is well known that HPGR operation is very stable when a column of material is present above the rollers, commonly known as choke feeding. Feeding to the rollers is achieved by a so called gravity feeder which is mounted directly above the rollers and fixed to the top part of the HPGR frame.
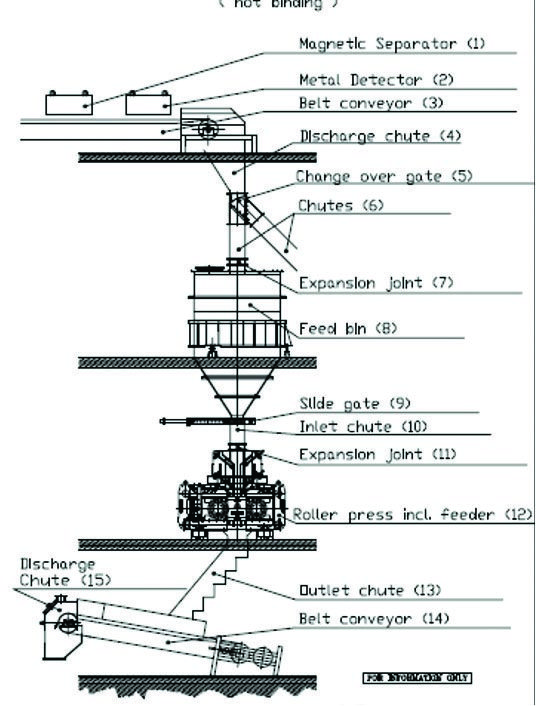

Fig 3 – Typical arrangement of Köppern choke feed system.
Material is fed to the feed bin (8) by a belt conveyor (3) whose transport direction is perpendicular to the axis of the HPGR rollers. Magnetic separator (1) and metal detector (2) are installed on this belt. In case of metal detection, a diverter gate is activated and material is bypassed. Depending upon the capacity of the HPGR and the feed material characteristics the feed bin (8) should be accordingly designed. Special emphasis needs to be considered for proper flow of material inside the bin. Feed bin is mounted on load cells and should be interlocked with the fresh material dosing system. A slide gate (9) is mounted directly below the feed bin.
If the feed arrangement is not matching the behavior of special feed materials then the HPGR is operated with starvation feed that could lead to:
– High vibrations
– Unstable process, torque fluctuations
– Lower or no working gap, therefore higher bed pressures leading to higher wear of roller surfaces and damage to other machine parts such as bearings, gearboxes, etc. and of course lower output.
Köppern’s patented gravity feeder system consists of two adjustable vertical walls and long life cheek plates with spring loaded thrust bolts.


• Lateral cheek plates (4) • Thrust bolts (5). • Openings for inspection (6) • Cover plates (7)
Fig 4 – Köppern gravity feeder
German Patent No.: 20 2009 001 143.7
The sidewalls (2) are adjustable depending upon the fineness of the feed material so as to provide a column of material above the rollers. The distance between the sidewalls and the roller top remains constant at different opening position of the sidewall. Higher gap will lead to material bypass from the roller top.
Köppern recommends for central feeding to the rollers, i.e. material equally distributed between fixed and floating roller. In case of uneven material distribution (coarse and fines) between the fixed and floating roller it is also possible to adjust the side walls accordingly so as to evenly distribute the power drawn by the two main motors. In case, plants producing various cement types for shorter periods then electrically operated feeder walls, interlocked with feed material composition are recommended.
Long life lateral cheek plates (4) are pressed towards the sides of the rollers providing effective sealing from the side so as to avoid material bypassing and thereby production losses. In addition to the production losses, cheek plate leakages lead to concavity of the roller and skew operation. The bottom of the cheek plate i.e. the wear protection is made from powder metallurgy technique like Köppern´s unique Hexadur®-rollers. Köppern’s cheek plates have provided a lifetime of more than 5 years in high abrasive condition.
With Hydraulic pressurizing system
Process problems most of the times also persist due to improper material feeding or closed loop hydraulic system. Older plants are forced to operate with different materials due to market demand, or for reducing CO2 footprint, addition of limestone, slag, trass, etc. as cement binder were not even thought of, back in the 1980’s.
Operating pressures must be optimized to achieve required output from the HPGR. Operating at higher pressures does not necessarily lead to higher output but higher wear of the rollers or damage of other machine parts. Besides this, fluctuating pressure levels have negative effect on the output of the press.
Conventional closed loop hydraulic systems consisting of intermittently operating pump and solenoid valves are found to be inefficient for HPGR grinding operations. Köppern supplies open loop hydraulic systems consisting of continuous duty pumps, a valve technology that maintains the operator’s set pressure with a fluctuation of ± 3 bar only. Effective skew control can be achieved by use of such valves and individual pumps for drive and non-drive end of the rollers. In order to have a smooth movement of the floating roller Köppern´s hydraulic system consists of bigger accumulators.
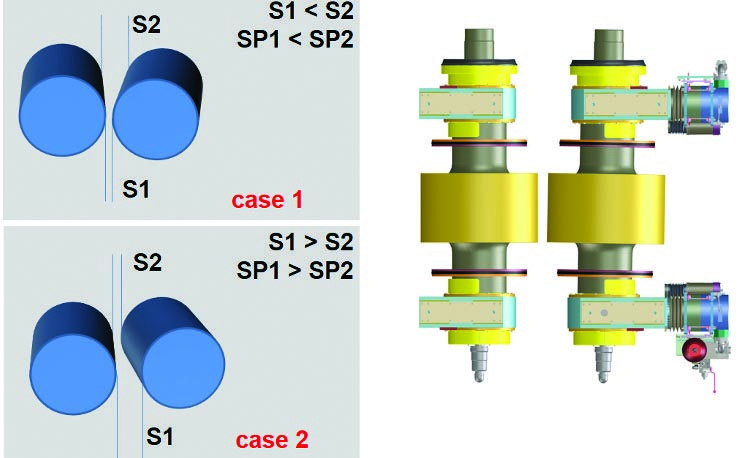

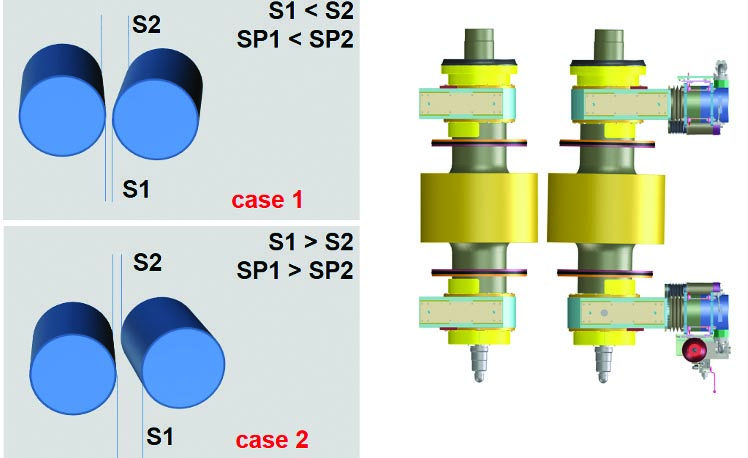
Fig. 5- Skew control logic with Köppern’s valve technology.
In Fig. 5 measured working gaps are indicated with S1 and S2. As soon as the working gap difference exceeds a pre-set level then the skew control logic triggers on and it gives different set points (SP1/SP2) to the valves to regulate the pressure accordingly. This means at the bigger gap side pressure will be increased and at lower gap side pressure will simultaneously decreased.
Köppern´s hydraulic system consists of pendulum pistons with heavy duty seals. Following are the common problems faced by hydraulic cylinders with cylindrical pistons:
– Transfer of load vertically through seals therefore regular damage of seals leading to oil leakages, pressure losses and increased unforeseen downtime for maintenance.
– Does not facilitate skew operations and therefore leading to seal damages.
With Pendulum piston, complete force is transmitted directly onto the cylinder body and then onto the press frame. Due to its construction also facilitates skew movement. Due to both of these phenomenon seals are not stressed and hence longer life of the seals and the pistons.
Hexadur®-Roller Surface
Last but not the least, upgrading of HPGR’s with Hexadur® is well known and successfully tested in many plants around the world. Although comminution with HPGR’s keeps the contacts between feed material and roller surface to a minimum, the crushing tools wear out. This reduces availability and generates significant costs for regeneration or replacement of the tools. Thus, Köppern´s powder metallurgically manufactured Hexadur®-tires target the combination of high service lifetimes, sufficiently high throughputs over the complete lifetime and low operating costs. Improvements in the intake behavior as well as the establishment of autogenious wear protection layer contribute to an overall cost reduction. Since 1996 Köppern has been supplying Hexadur® rollers to Köppern HPGR’s and also to customers operating presses of other makes. Typical wear rates for clinker grinding applications are experienced around 1.3 to 2.5 mm for every 10,000 hours of operation. A typical Hexadur®-tire is supplied with wear thickness of min. 17 mm. Therefore an average lifetime between 40,000 to 50,000 hours is easily achieved by cement manufacturers around the world.


Fig. 6 – Hexadur® surface after 50.000 hours in operation with remaining lifetime of 32.000 hours system
Conclusion
It is evident from above, existing elder plants can be made more productive and cost effective through simple modifications such as separators which require space. A much simpler and even cheaper method is through upgrading the HPGR itself, which is already an energy efficient machine. All mentioned possibilities for refurbishment are not only possible at Köppern HPGR’s, but also at HPGR’s supplied by other companies, where necessary work of course can be done by Köppern’s specialists.
In 2015/2016 a customer from Thailand already upgraded it’s third party manufacturer HPGR with Hexadur®, Köppern feeding system including feed bin and gravity feeder as well as hydraulics and thereby has already achieved 9% increase in hourly production and thereby 14 % decrease in sp. energy consumption of kWh/t. This resulted in a total saving of approx. €1.5 Mio over the period of last 5 years after calculation of ROI.
References [1] Schönert, K.: „Energetische Aspekte des Zerkleinerns spröder Stoffe“, ZKG 32 (1979) 1, 1-9
[2] Schönert, K.; Knobloch, O.: „Mahlen von Zement in der Gutbett-Walzenmühle“, ZKG 37 (1984) 11, 563-568
[3] Kellerwessel, H.: „Betriebsergebnisse von Hochdruck-Rollenpressen“, Aufbereitungstechnik 27 (1986) 10, 555-559
[4] Rosemann, H.; Ellerbrock, H.-G.: „Mahltechnik für die Zementherstellung – Entwicklung, Stand und Ausblick“, ZKG-International 51 (1998) 2, 51-62





