

Martin Engineering
Bu makalede, yıllar içinde geliştirilen ve diğer adıyla “temel kurallar” olarak bilinen birçok resmi olmayan tasarım ele alınarak, konveyör operatörlerinin ve bakım personelinin eğitim ihtiyacı incelenmektedir. Bu kurallar, genellikle on yıllar önce, deneme yanılma yoluyla veya nitel gözlemlerden geliştirilmiştir. Spesifikasyonlar tasarımcılar tarafından rutin olarak uygu-anmaktadır. Seçilen konular (malzemeler, yükleme tekneleri ve merkezleme) dökme malzemelerin konveyör tarafından taşınmasında meydana gelen sorunlarla ilişkilendirilecek ve anlayış eksikliğine katkıda bulunarak, kök nedenlerden ziyade semptomların ele alınmasını sağlayacaktır. Konveyör tasarımı için belki de geçerliliğini koruyan tek öneri, ‘‘En kötü durum koşulları için tasarım‘‘ olacaktır. Ancak gerçek şu ki, güvenli ve karlı işletimi sağlamak için gerekli tasarım değişikliklerini yapmak için genellikle ayrılan finansman veya mühendislik yetersiz olmaktadır.
Başlangıç
Konveyör imalatında ve işletiminde uzun süredir kullanılıyor olmaları nedeniyle kabul gören ve bu kabul için başkaca kanıt aranmayan çok sayıda tasarım genellemesi vardır. Bu şu soruyu akla getiriyor: Bu kuralların yaygın sorunları çözebildiği kanıtlandıysa, dökme malzeme taşıma konveyörlerini çalıştırırken neden hala şut tıkanması, bant hasarı, toz ve dökülme sorunları yaşıyoruz?
Tespit edilen farklılıklar şunu göstermektedir:
Tasarımcı, dökme malzeme taşıma konusunda sağlam ve ger- çek bilgiye sahip olmadığı ve kuralları uygularken bilinçli varsayımlarda bulunamadığı sürece hata yapmak kolaydır. Bu kuralları geliştiren ve aktaran “deneyimli personeller” çoktan emekli oldu. Nesilden nesile aktarılan bu kuralların uygulanmasıyla ilgili deneme ve yanılmalardan kaçınmak için, genç operatörlere ve bakım personeline bilgi sağlanmasına ihtiyaç vardır. Endüstri deneyimi ve mühendisliğin kombinasyonuna dayalı bir eğitim, tasarım kararlarını büyük ölçüde iyileştirecektir. Daha yüksek üretkenlik, daha az güvenlik riski ve daha az plansız kesinti söz konusu olacaktır.
Kabul Görmüş Geleneksel Tasarım
Bu tasarım ilkelerinin çoğu, konveyör kullanımının ilk yıllarının sonucudur ve deneme yanılma yoluyla geliştirilmiştir. Diğerleri, 20. yüzyılın başlarında yıkıcı ekipman arızaları, yaralanma riskleri veya endüstriyel hastalık salgınları ile ilişkilendirilmenin bir sonucu olarak ortaya çıktı. Bazıları, erken tasarım kılavuzları için yapılan mühendislik test temellerine sahipti, ancak orijinal veriler kayboldu. Daha sonra her endüstri ve hatta her lokasyon kendi kurallarını geliştirdi ve bu kurallar, kök sebeplerden ziyade semptomların bir şekilde tedavi edilmesine da- yalı olarak şirket şartnamelerinde yazılı hale geldi.
Endüstriye dayalı kurallarda genellikle farklılıklar vardır ve birçoğunun gerçek bir mühendislik temeli yoktur. Bunun yerine işleri “önceki gibi” yapmaya dayalı bir uygulama söz konusudur. Modern konveyör 1900’lerin başında geliştirildiğinden beri, konveyör bant yapımında, kapasitelerde ve düzenlemelerde çok şey değişti. Konveyörler hala kirlilik ve kaza kaynaklarıdır, bu nedenle “önceki gibi” anlayışının yeterince iyi olmadığı açıktır. Tablo 1’de verilen kurallar, genellikle birbiriyle çelişen birçok yaygın konveyör tasarım kılavuzundan sadece birkaçıdır.
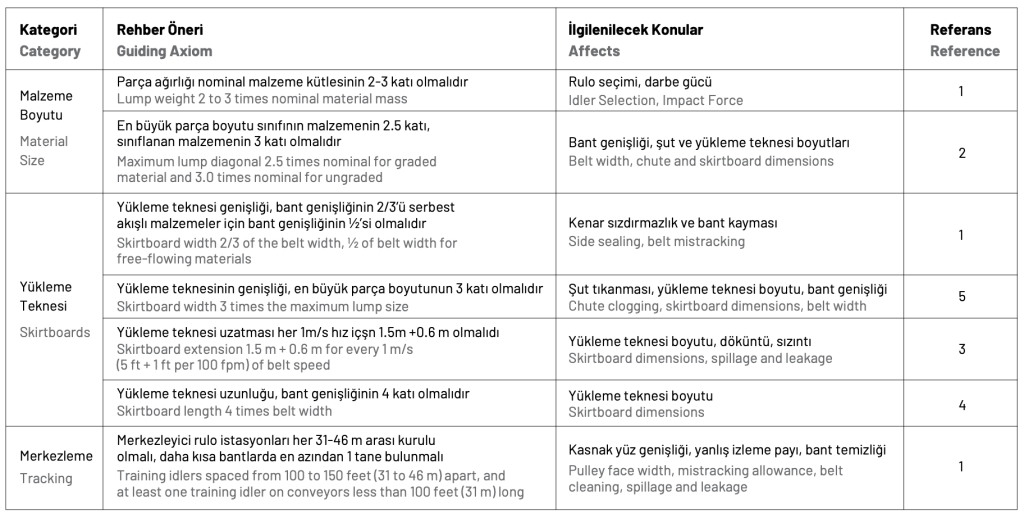
Tablo 1. Ortak tasarım kuralı örnekleri
Malzeme Boyutu
Yüksek konsantrasyonlu cevher kütleleri tükendikçe, malzemenin işlenmesi için cevheri boyutlandırmak ve atıkları uzaklaştırmak için geri kalan dökme malzeme daha fazla işleme ihtiyaç duyar. Hammaddelerin maliyeti işlemcileri daha düşük dereceli ve daha ince tanelere sahip malzemeleri kabul etmeye yönlendirir. Dökme malzemenin miktarı, kalitesi veya kaynakları değiştiğinde, yeni tasarım taşıma zorluklarını öngörmelidir. Üretimdeki gerçek malzeme boyutu tipik olarak tasarım spesifikasyonundan çok daha büyük olduğundan, dökme malzeme taşımadaki en büyük parça “nominal parça boyutu” olabilir. Belirtilen parça boyutu, gerçek boyutuna gelene kadar gözlenen farklılık, genellikle kademeli aşınma veya daha uzun bakım aralıklarından dolayı üretimi artırmak için kırıcıların veya eleklerin ayarlanmasından kaynaklanır.

Uygun yükleme ve merkezleme ile konveyör
Taşınan parça boyutu ve ince taneler, bant genişliğini ve ardından yükleme teknesi genişliğini ve yüksekliğini seçme konusunda rehberlik sağlar. Tablo 1’de yer alan referanslar, taşınan parça boyutunun nominal veya belirtilen parça boyutunun 2 ila 3 katı olarak kabul edilmesi gerektiğini belirtmektedir. Parça boyutu, darbe kuvvetleri nedeniyle rulo seçimini de etkiler. Maksimum taşınan malzeme boyutunun seçilmesi, malzemenin parçalar ya da levhalar halinde parçalanma eğilimine bağlıdır. Bir levha, nominal boyutun 2 ila 3 katından çok daha uzun olabilirken, diğer uçta taşınan malzemeler daha toparlak olma eğiliminde olabilir. Malzemeyi, özelliklerini ve davranışını anlamak, yalnızca rulo seçimi için değil, şut boyutu ve eğim gibi diğer birçok husus için kritik öneme sahiptir. Deneyimler, malzemenin bir konveyörde 50 derecelik bir şut eğiminde iyi aktığını göstermesi, başka bir maden veya maden damarından gelen malzemenin aynı şuttan aşağı akacağı anlamına gelmez.
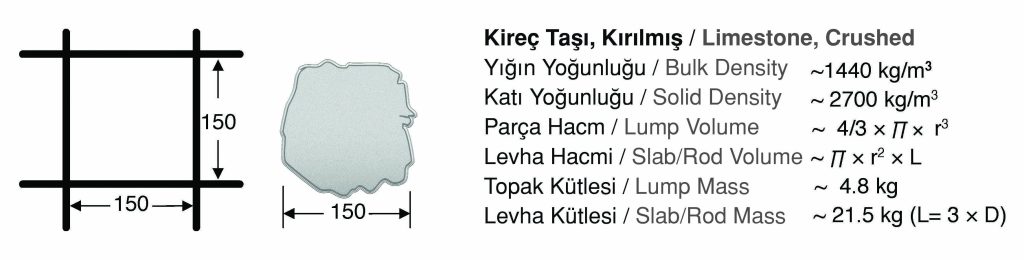 Şekil 1. Parça ve levha kütle örneği hesabı
Şekil 1. Parça ve levha kütle örneği hesabı
Dökme malzemeler, boyut, fiziksel özellikler ve ince tane yüzdesi bakımından tutarlı olduklarında işlenmek için yeterince zordur. Şekil 1’de, 2700 kg/m3 kütle veya özgül yoğunluk yerine 1440 kg/m3 yoğunluğu kullanılırsa, rulo ve darbe yatağı seçimi için kullanılan kütle neredeyse %50 oranında azalabilir. Bu da erken arızalara neden olur. Bir levha veya çubuk şekli nominal parça boyutundan önemli ölçüde daha fazla olabilir. Malzeme veya akış kütlesi, rulo ve darbe yatağı seçim metodolojilerine girilen doğrudan bir değişkendir. Doğru maksimum boyut ve kütle hesaplamaları da bant seçimini etkileyebilir. İnce tane yüzdesi arttıkça, daha dar bantlarda tolere edilebilecek malzemenin boyutu da artar. Bu örnekte, 30 ölçekte bir ek yüke sahip malzeme için 150 mm, iri parçalar ve %10’luk ince parçalar 900 mm bir bant üzerinde işlenebilirken, taşınan malzeme %100 iri parçalardan oluşsaydı, 1600 mm bant gerektirirdi.

Şekil 2. Topaklar vs İnce Malzeme Bant Genişliği
Yükleme Teknesi
Yükleme teknesi genişlik ve uzunluk kılavuzları, toz bir sorun haline gelmeden çok önce geliştirildi, Büyük olasılıkla, türbülanslı malzemeyi bant yüklendikten sonra sabit bir profile oturmasına izin verecek kadar uzun süre tutmak için yeterli yüksekliği belirlemek için gözlem ve deneyimle geliştirilmiştir. Tozu kontrol etmek için örtüler kullanılmaya başlandığında, yükseklik veya uzunluk yönergelerinde büyük olasılıkla herhangi bir değişiklik olmamıştır. Bunun yerine, daha iyi sonuçlar beklenerek, bant genişliğine veya bant hızına dayalı aynı genel kurallar kullanılmaya devam edildi. Yavaş yavaş, toz emisyonlarını azaltmak için yükleme teknesi mahfazasındaki havanın hızının kontrol edilmesi gerektiği anlaşıldı. Aynı zamanda, tedarikçiler ve mühendisler, sızıntı ve dökülmeyi azaltmak için aşınma astarı ve yükleme teknesi sızdırmazlık detaylarına daha fazla dikkat etmeye başladılar.
Yükleme teknelerinin genişliği için, çoğu spesifikasyon, Konveyör Ekipmanı Üreticileri Derneği’nin tavsiyesi olan bant genişliğinin 2/3’ü veya serbest akışlı malzemeler için 1⁄2 bant genişliği tavsiyesine uymaktadır. Uluslararası Standartlar Organizasyonu (ISO) belirli bir yükleme teknesi genişliği önerisinde bulunmamaktadır. Konveyör Ekipmanı Üreticileri Derneği ve ISO, yüklenen malzeme profili ile bandın kenarı arasındaki mesafe için farklı serbest bant kenarı formüllerine sahiptir. Yükleme teknelerinin ötesindeki serbest kenar mesafesi, taşıma ruloları arasındaki bant sarkması nedeniyle yükleme şutu dışına taşmayı önlemek içindir. Serbest bant kenarı, genellikle, sızdırmazlık sistemleri ve bant merkezleme için yük bölgesinde gerekli olan bant kenarı miktarı ile karıştırılır. Konveyör Ekipmanı Üreticileri Derneği, taşınan parça boyutuna dayalı yükleme teknesi yüksekliği konusunda rehberlik sağlar, ancak toz kontrolü için bu rehberlik geçerli değildir.
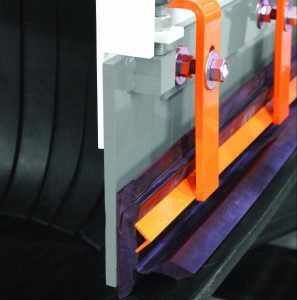
Yeterli serbest bant kenarı ile gösterilen çift dudaklı yan sızdırmazlık silgisi, kullanım ömrünü iki katına çıkarmak için giyildiğinde ters çevrilebilir
Bant üzerine mühendislik ürünü bir malzeme yüklemesine dahil olan tüm faktörleri incelemek, kendi başına uzun bir tartışmayı gerektirecektir. 2/3 bant genişliği kuralı, dar bantlarda yeterince verimli değildir. Ancak daha geniş bantlarda çok verimlidir. ISO, serbest bant kenarını, biri 2000 mm’nin altındaki bant genişlikleri ve diğeri daha geniş bantlar olmak üzere iki formülle ele alır. Taşınan malzeme boyutuna ek olarak, yükleme teknesi genişliği için ana husus, birçok farklı tipte sızdırmazlık sistemi ve bant kaymasına önlem almak için duyulan boşluk ihtiyacıdır. Çünkü çoğu bant, standart bir kasnak yüzeyinde yaygın olarak belirtilen ± 25 mm’lik toleranstan çok daha fazla kaymaya maruz kalır.
Şekil 3, yükleme teknesi genişliğinin belirlenmesinde sadece serbest bant kenarından daha fazlasının hesaba katılması gerektiğini göstermektedir. Genel olarak yükleme teknesi genişliğinin yükleme teknesi dikmelerinin iç boyutu olduğu kabul edilir. Aşınma astarı, dökme demir veya kauçuk bloklar gibi önemli bir kalınlığa sahipse, aşınma astarlarının kalınlığı, konveyör kapasitesi üzerindeki etkileri için yükleme teknesi aralığı dikkate alınmalıdır. Sızdırmazlık sistemi tasarımları önemli ölçüde farklılık gösterir, bu nedenle yük bölgesindeki yeterli kenar mesafesi, belirtilen sızdırmazlık sisteminin gerçek boyutlarına bağlıdır.
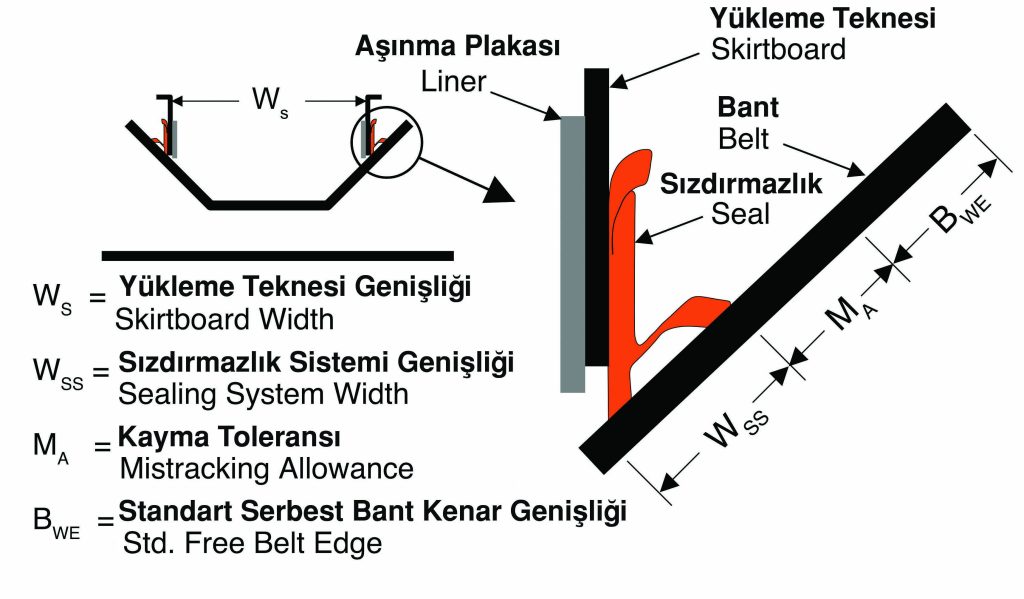
Şekil 3. Yükleme teknesi genişliğini belirlemek için bant sızdırmazlığı, bant merkezleme döküntü
Bant Merkezleme
Ek(ler) ve merkezden yüklenmiş üretim toleransları dahilinde bir bant kullanarak uygun şekilde kurulmuş ve hizalanmış bir konveyör sistemi hareketli rulolara ihtiyaç duymadan takip yapabilmelidir. Hareketli rulolarının çoğu bağlıysa, bu durum ruloların ya etkisiz olduklarını ya da yapısal ve bileşen olarak yanlış hizalandığını veya bant hasarını telafi etmek için bandın sürekli olarak yeniden merkezlenmesi gerektiğini belirtir. Çok fazla hareketli rulo birbirini etkileyebilir ve çoğu zaman merkezlemeyi daha da kötüleştirebilir. Kurulum ve çalıştırmanın kalitesinden bağımsız olarak hareket rulolarını standart bir mesafeye kurma kılavuzu, bunların gerekli olup olmadığını veya her hareket rulosunun ne kadar düzeltme üretebileceğini dikkate almaz. Kurulum ve çalıştırmanın kalitesinden bağımsız olarak hareketli rulolarını standart bir mesafeye kurma kılavuzu, bunların gerekli olup olmadığını veya her hareketli rulonun ne kadar düzeltme üretebileceğini dikkate almaz.

Yanlış merkezleme nedeni ile bant kenarı hasarı
Bantın hareketli rulolarıyla iyi bir teması yoksa (≥%50), zayıf temas, bant sertliğinin üstesinden gelmek ve bantı merkeze doğru hareket ettirmek için yeterli sürtünme düzeltme kuvvetleri oluşturamaz. Bantı merkezlemeye çalışmak için rulolara vurduğunuzda da aynı durum söz konusudur. Merkezleme için aşırı ayar, alt kapağın aşınmasına neden olur ve düşünülenden daha fazla enerji tüketir. Hareketli rulolar, standart rulolardan daha pahalıya mal olur ve çok az fayda ile gereksiz masraflarlara yol açabilir.
Hareketli ruloların yerini belirlemeye başlamak için en kritik konumlar, bant kuyruk tamburuna girmeden önce, yükleme bölgesinden sonra, bant boşalmadan önce ve bant sarmaya girmeden önceki konumlardır. Portatif konveyörler hareket ettirildiğinde kurulum toleransları veya yapısal hizalamanın bozulması nedeniyle portatif ve yeraltı konveyörleri daha fazla hareketli rulo gerektirebilir. Bant merkezleme sorunlarının çoğu, yeterli hareketli rulonun olmamasıyla değil, yapının, tamburların ve ruloların yanlış hizalanmasıyla ilgilidir.

Bant merkezleme sorunlarının çoğu, yapının, tamburların ve ruloların yanlış hizalanmasından kaynaklanır
Çözüm
Güvenli ve verimli bir konveyör yapmak için gerekli olan ve genel tasarım kurallarında yer almayan birçok girdi vardır. Konveyör sorunlarıyla ilgilenen personel, geçici düzeltmeleri sürdürmek yerine temel nedenlerin nasıl tedavi edileceğine dair temel bir anlayışa sahip olmadığı sürece, sorunlar kesinlikle devam edecektir. Birçok deneyimli operatörün ve teknisyenin emekli olması ve yeni işçi bulmanın zorluğuyla birlikte, yeni çalışanların konveyör tasarımı ve işletiminin temellerini anlamaları kritik hale geliyor. “Biz her zaman böyle yaptık” çözümleri genellikle kök nedenleri değil, yalnızca semptomları tedavi eder.
Günümüzde ticari olmayan konveyör eğitimi için birçok seçenek bulunmaktadır. Birçok şirket yüz yüze sınıflar veya sanal eğitim sunar. Bazı firmalar, gerçek sorunları göstermek ve çözümleri bire bir “canlı” olarak tartışmak için cep telefonlarıyla gerçek zamanlı video konferansı kullanır. Toz kontrolü ve güvenliğine verilen önemin artmasıyla birlikte, bu “öncekiyle aynı” kuralla- rın kullanılması muhtemelen toz emisyonlarını azaltmayacak veya yeterli dökülme kontrolü sağlamayacaktır, bu da işçilerin gereksiz yere artan solunum yolu hastalıklarına maruz kalmasına veya güvenlik tehlikelerine neden olacaktır. Eğitime yönelik etkili yaklaşım, bir tesisin belirli konveyör zorluklarını inceler ve problemlerinin temel nedenlerini tedavi ederek operatörlerin daha güvenli, daha temiz ve daha üretken çalışmasına yardımcı olur. Hala geçerli olan tek genel kural: “Eğitimin pahalı olduğunu düşünüyorsanız, bilgi eksikliğini deneyin.”

Muhafaza, destek, bant sızdırmazlığı ve toz perdeleri ile transfer noktası

")

